
PRENSAS DE AJUSTE DE MOLDE PARA EL MONTAJE, AJUSTE, COMPROBACIÓN Y REPARACIÓN DE MEDIANOS Y GRANDES MOLDES Y MATRICES
MIL CLASSIC SERIE
Las prensas de ajuste de moldes de la serie tradicional MIL/CLASSIC presentan la salida del plato extensible en el lateral, hacia el lado corto de la distancia entre columnas. Suelen utilizarse en los sectores del plástico, el caucho y la fundición a presión.
Esta solución permite inclinar el lado corto del plato extensible hasta 70° en ambos lados. En esta versión, el plato superior también se inclina en el lado corto de 100° a 180°.
La serie MIL/CLASSIC proporciona grandes ventajas en comparación con otras soluciones con basculación lateral larga:
- Mejor ergonomía de trabajo, garantizando al operario un fácil acceso a cualquier pieza del molde, sin necesidad de utilizar plataformas;
- Altura total de la prensa sobre el suelo mucho menor, lo que suele reducir los sobrecostes de cimentación;
- Estructura de la prensa con base ancha y mayor estabilidad;
- Las dos mitades del molde están situadas en el mismo lado. De este modo, los operarios tienen una visión general de todo el molde y pueden trabajar más cómodamente.
Están disponibles tanto en versión de suelo como de foso.
Todos los modelos están equipados con un panel de control gráfico fácil de usar, supervisado a través de Siemens PLC comandado por Touch Panel instalado en una estación de púlpito.
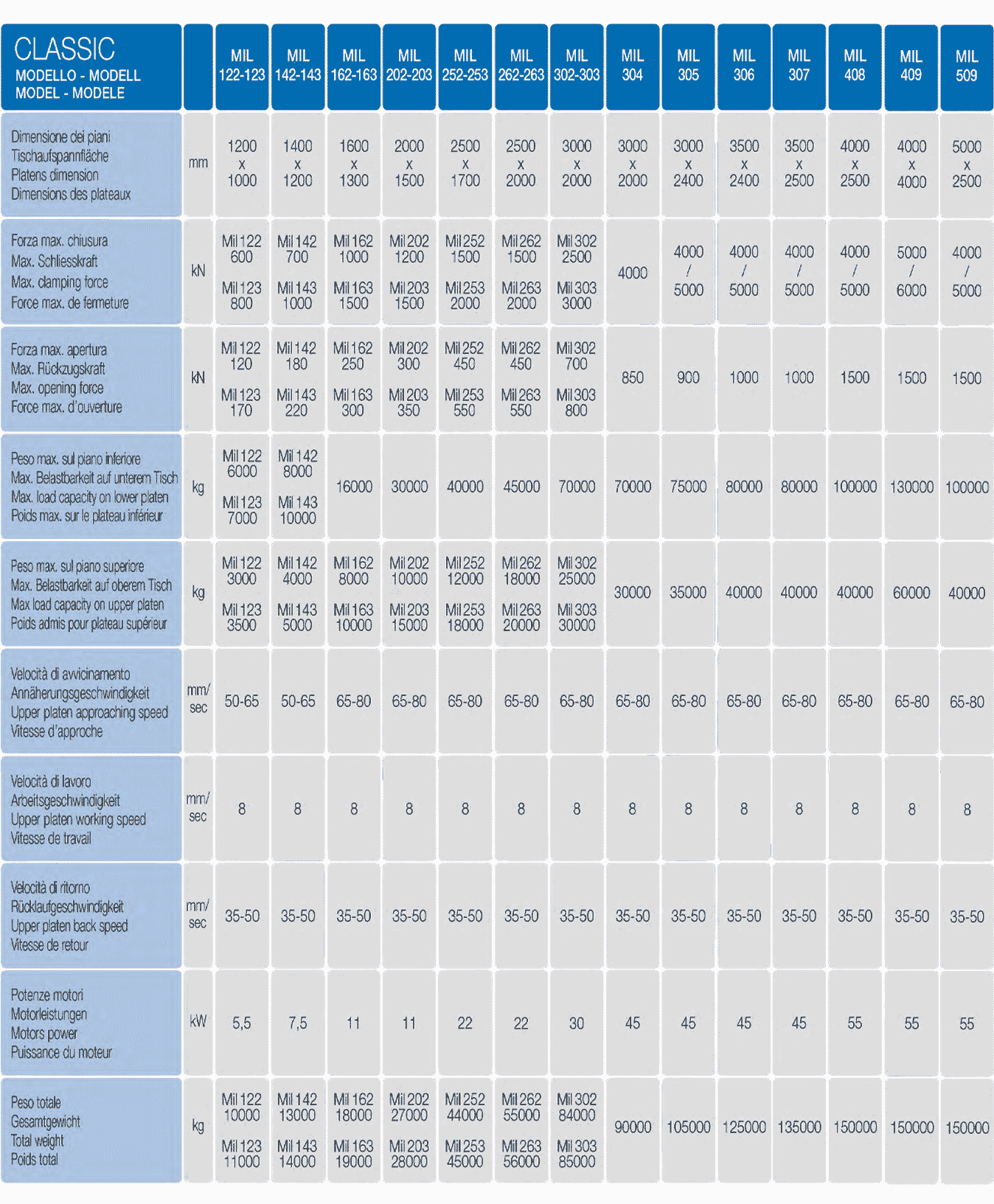
Las dimensiones de los platos están disponibles desde 1.200×1.000 mm hasta 4.000×4.000 mm.

VERSIΌN DE SUELO

VERSIΌN DE FOSO
Todos los componentes se adquieren a fabricantes de renombre, como por ejemplo: sistema hidráulico Bosch-Rexroth, Hawe; sistema eléctrico Siemens, Schneider Elektrik, Phoenix Contact, Weidmüller. Esto garantiza una buena funcionalidad general de la prensa, y un rápido aprovisionamiento en todo el mundo.
Declaración de conformidad CE y cumplimiento de las disposiciones de seguridad según las normas CE vigentes.
MOVIMIENTOS DE LOS PLATOS
Para un acceso óptimo al molde, el plato superior de la prensa puede inclinarse hacia delante 100°, opcionalmente hasta 150°/180°.
Al inclinar el plato de la prensa en el lado corto, el operario puede trabajar a una altura óptima, normalmente de pie, sin tener que utilizar escaleras inestables, plataformas o equipos de elevación, que suelen ser necesarios en el caso de las prensas con rotación lateral larga.
El plato inferior es extensible hidráulicamente, deslizándose sobre la base guiada por rodamientos de bolas.
En la posición final, el plato desciende y se sujeta mediante 8 cilindros hidráulicos, apoyándose completamente en bandas específicas de apoyo en el suelo.
El sistema garantiza una elevada precisión de repetibilidad igual a ± 0,04 mm.
VIDEO
CARACTERÍSTICAS
ESTRUCTURA
- Prensa con 4 columnas de acero aleado cromado, estructuras de acero soldado y normalizado, para garantizar una gran rigidez y resistencia a la flexión.
- 4 cilindros hidráulicos para el accionamiento del plato superior garantizan una distribución óptima de la presión superficial.
- Fácil ajuste de la fuerza de sujeciόn, mediante el panel táctil.
- Disposición de la unidad de potencia hidráulica que ahorra espacio y reduce considerablemente el ruido en la parte superior de la prensa.
- Acceso fácil y seguro a la central hidráulica mediante una escalera específica.


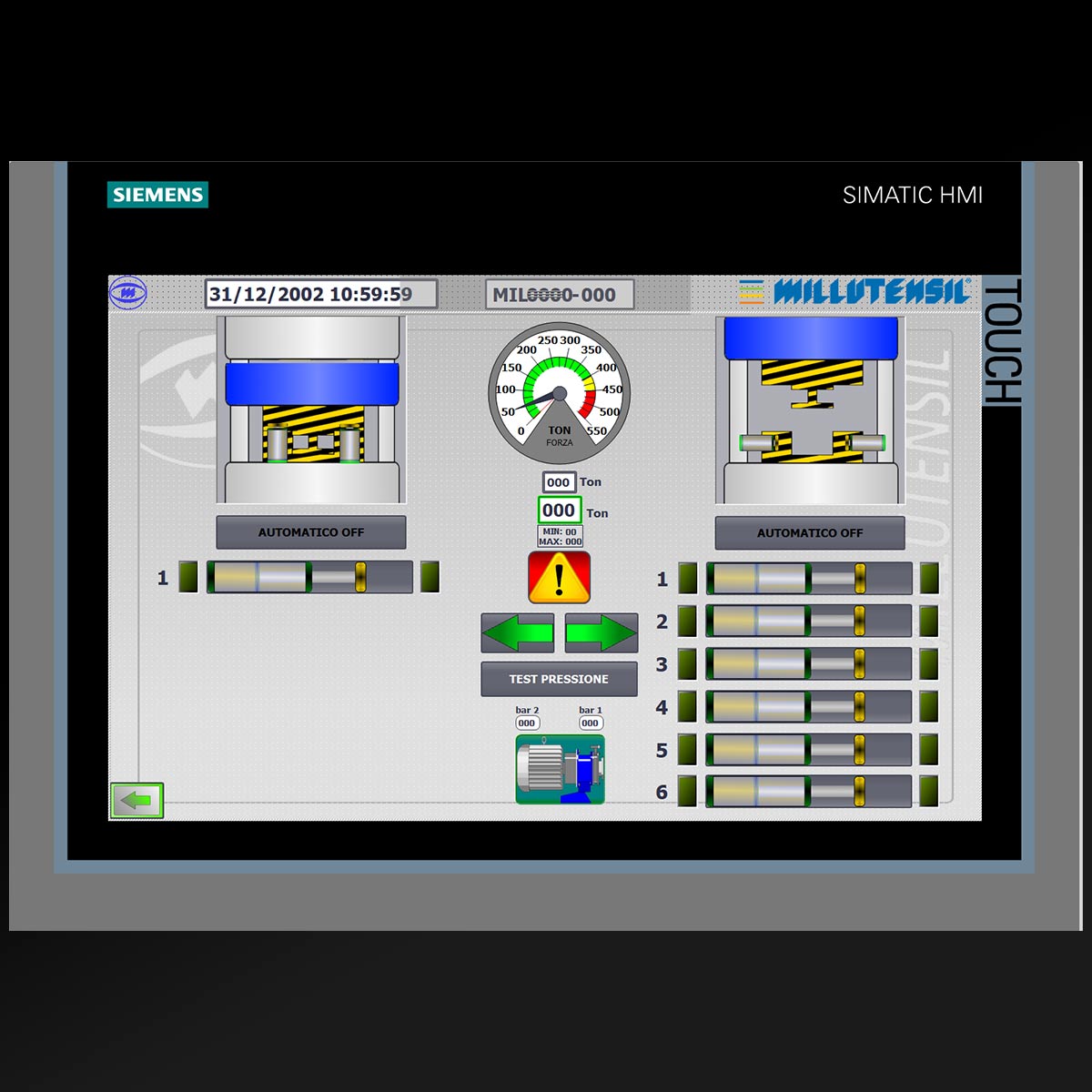
PANEL DE CONTROL
Control Siemens S7-1500 fácil de programar y utilizar. Botonera equipada con el moderno PANEL TÁCTIL Siemens TP1200 MULTIPANEL.
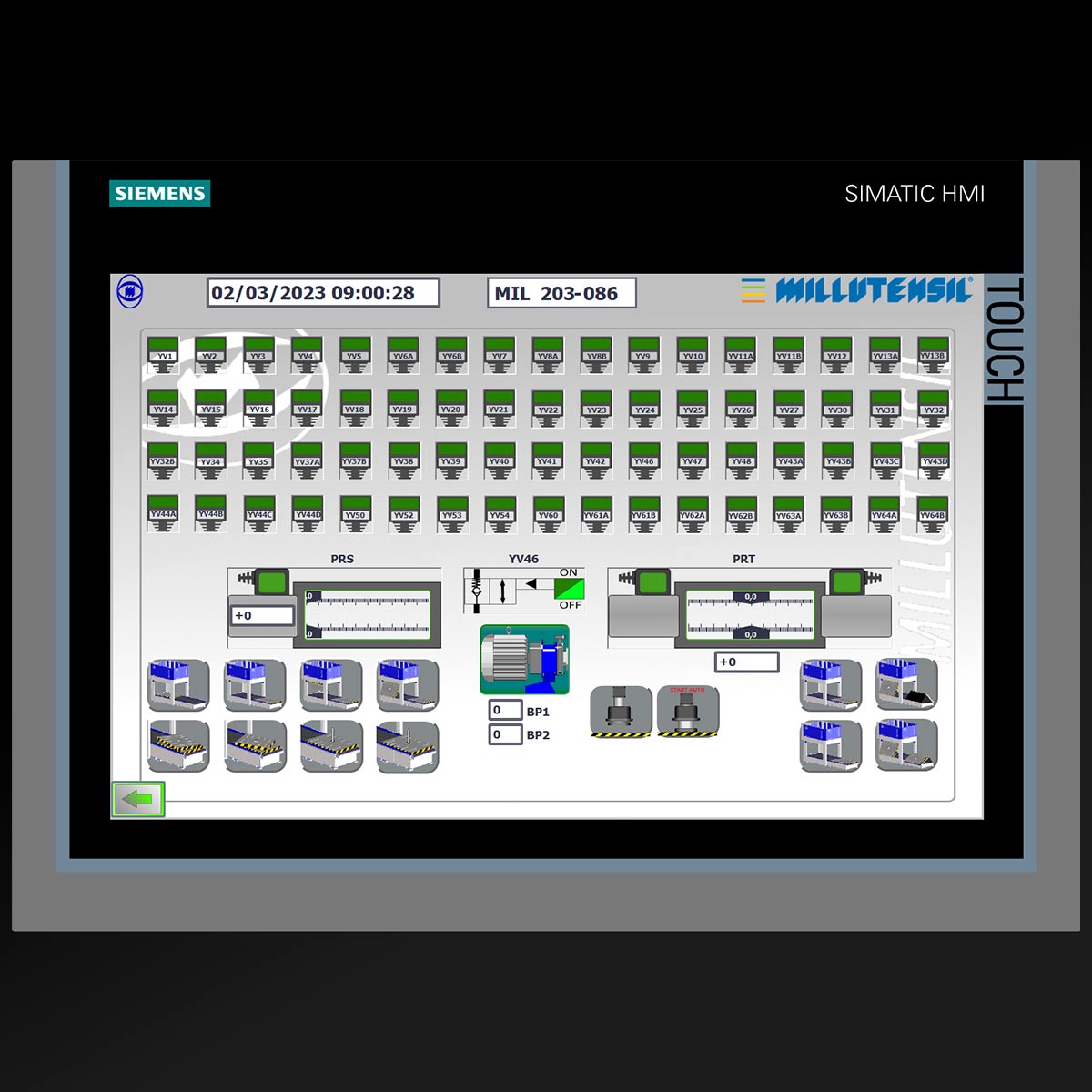
La estación de púlpito está equipada con un panel táctil con gráficos de fácil manejo para simplificar el uso de la prensa de púlpito. Todos los movimientos y funciones de trabajo se muestran gráficamente en la pantalla.
Mando a dos manos.
Por motivos de seguridad, algunas funciones sólo pueden activarse mediante botones tradicionales (es decir, la pulsación hacia abajo debe realizarse con las dos manos, en cumplimiento de la legislación de seguridad EU-UL-CSA).
Despejado, claro y ergonómico, el panel ofrece numerosas ventajas, así como una gran flexibilidad en la personalización de funciones, incluido el control de los cilindros auxiliares.
En la estación de púlpito se puede integrar un nuevo Siemens multi-touch ITP 1000 (OPCIONAL).
Este nuevo ITP 1000 multitáctil de Siemens está respaldado por una aplicación específica llamada MyMILL© App, que ha sido desarrollada por Millutensil como resultado de la cooperación continua entre Millutensil y sus clientes.






CONTROL Y AJUSTE DE LA VELOCIDAD
Las velocidades de CIERRE / APERTURA del plato superior pueden cambiar automáticamente gracias a un sistema particular desarrollado por Millutensil y definido en NIVELES (L1, L2, L3).
El ajuste de niveles (L1, L2, L3) facilita considerablemente las operaciones de ajuste.
Las ventajas son:
- máxima repetibilidad y seguridad de los movimientos;
- reducción del riesgo de impactos accidentales.
Tras fijar el molde, el operario puede establecer, según estime conveniente, tres niveles diferentes en función de los cuales la prensa aplicará automáticamente los cambios de velocidad correspondientes (L1, L2, L3).
Estos niveles permanecerán memorizados y podrán aplicarse durante todas las operaciones de apertura y cierre.
La presión máxima fijada se alcanzará únicamente en L1, cuando el molde esté completamente cerrado.
Panel de mando para el ajuste de los niveles:
Gracias a este moderno sistema, es posible establecer varias velocidades (rápida durante la fase de aproximación, media durante la fase de trabajo y lenta durante la fase final de cierre del molde).

EQUIPOS PARA LA PRENSA
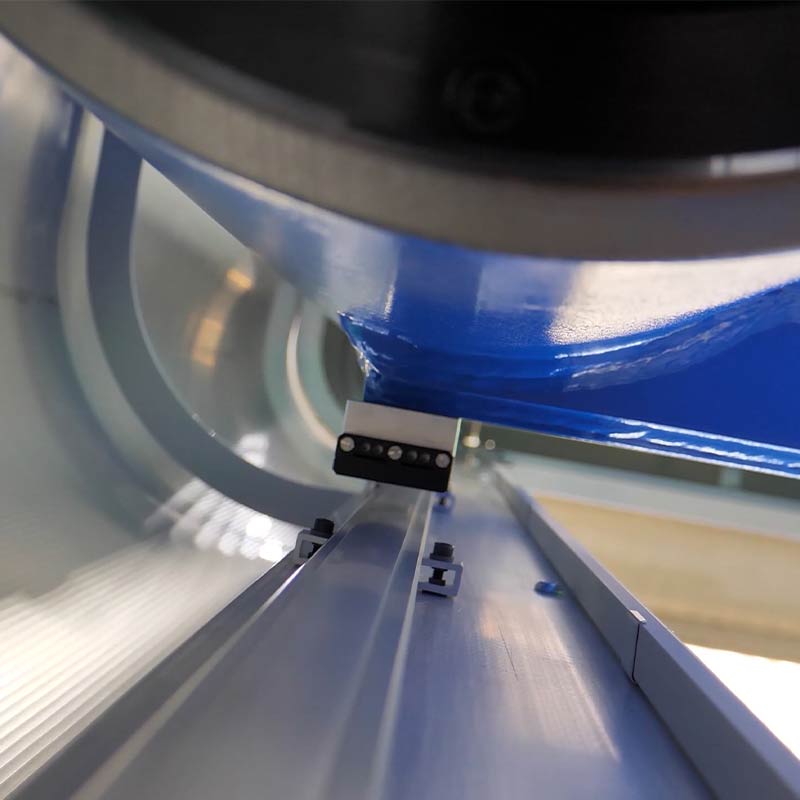
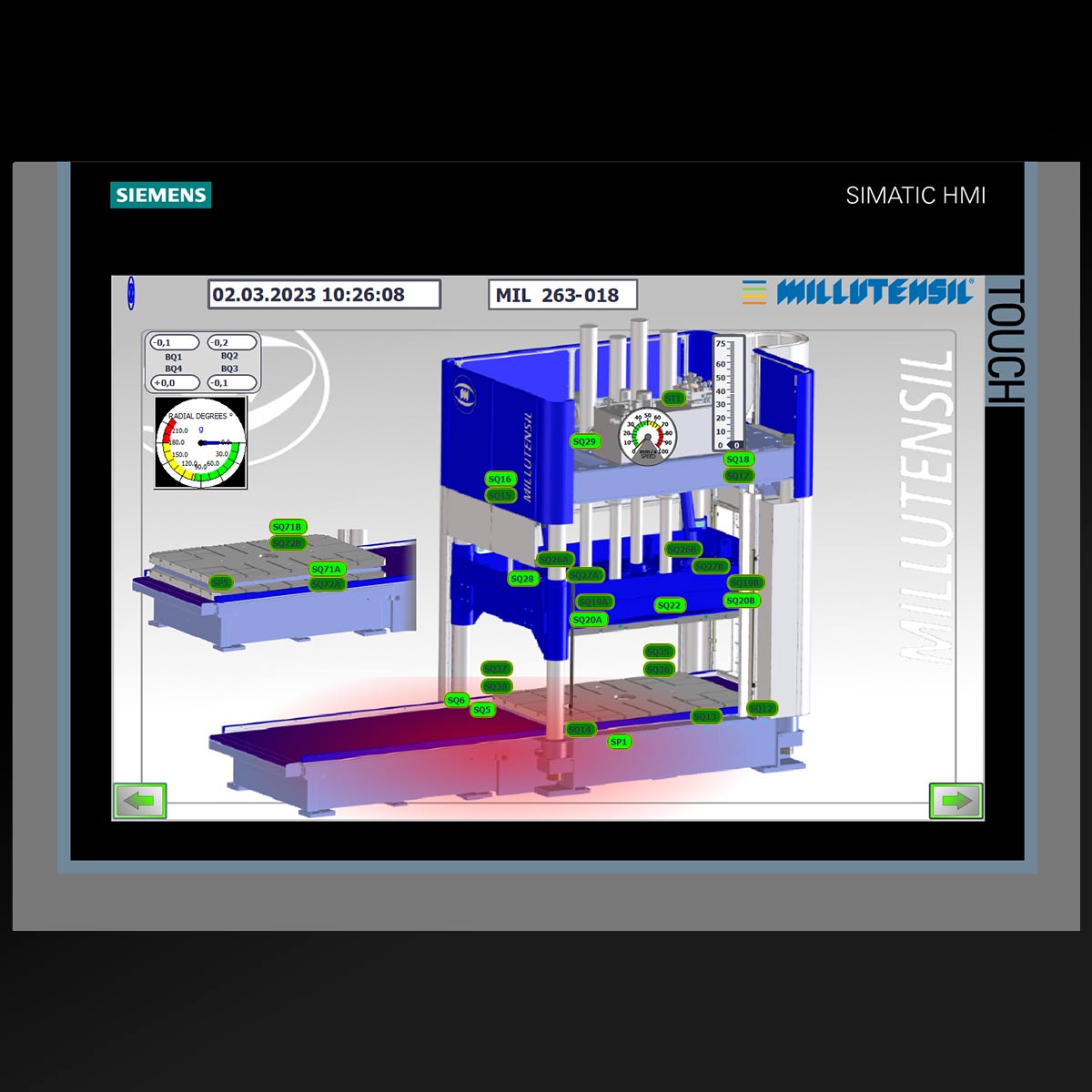
SISTEMA DE CONTROL DEL PARALELISMO DE LOS PLATOS
Dispositivo electrónico de seguridad contra el desequilibrio del paralelismo del plato superior, protección de la prensa y de los moldes.
El sistema de control está formado por 4 codificadores magnéticos lineales con precisión decimal, situados en las esquinas exteriores del plato superior, cerca de las columnas.
Consisten en un perfil de aluminio con una lengua IO-Link y un imán para la lectura de la posición que pasa cerca del perfil, sin tocarlo.
Este dispositivo se utiliza para comprobar continuamente la posición y el paralelismo de la placa superior de la prensa en comparación con la placa inferior.
Los valores medidos se muestran dinámicamente en el panel táctil durante toda la carrera.
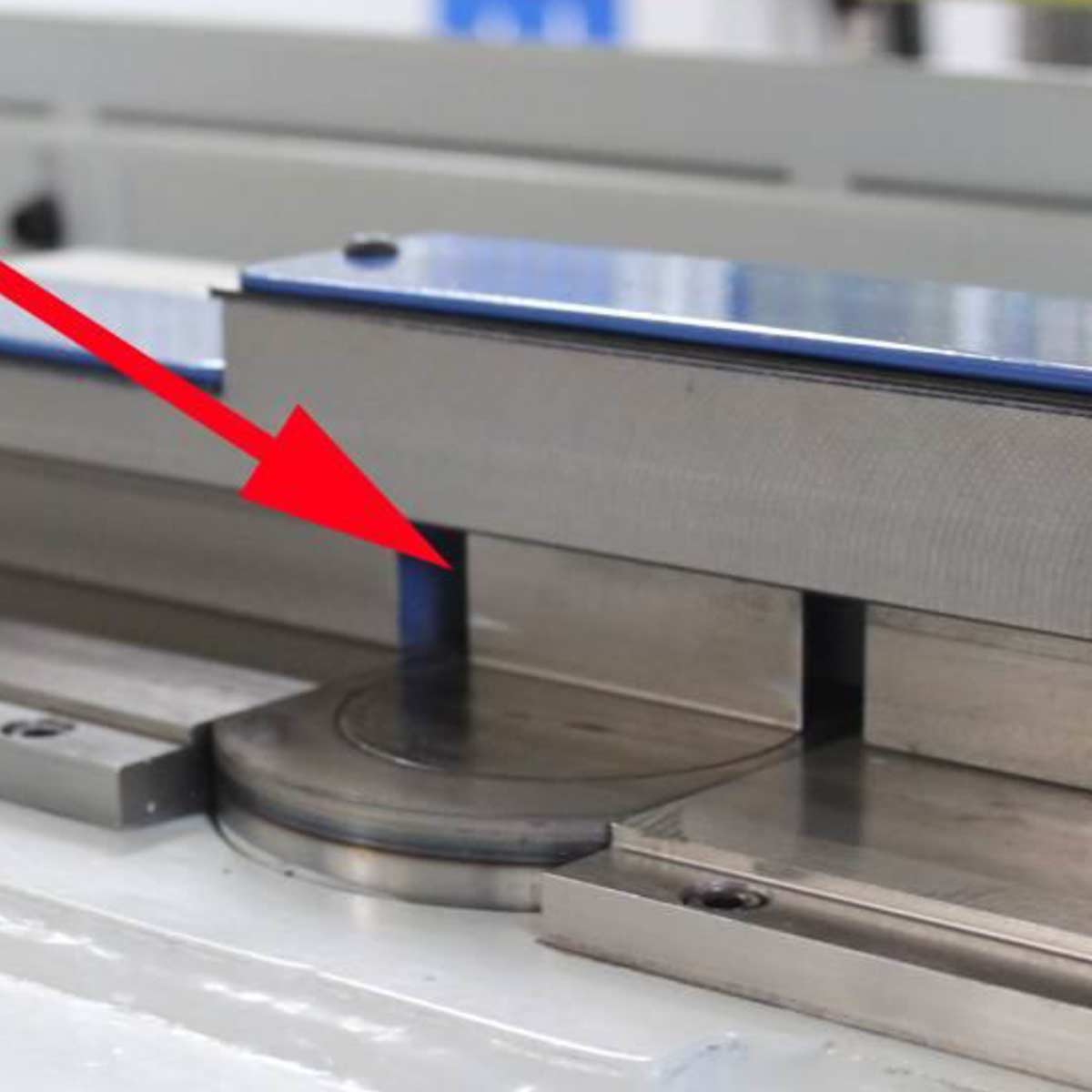
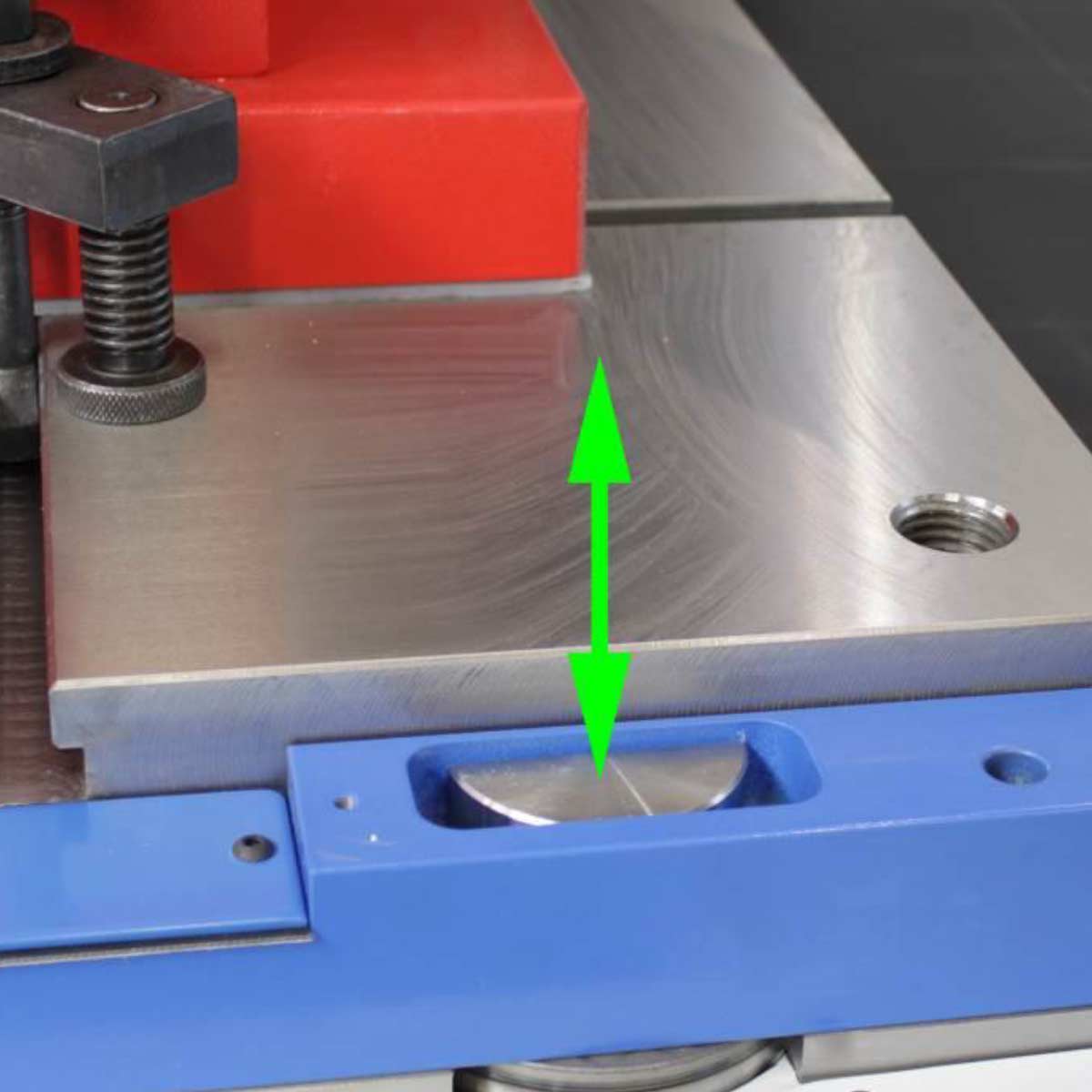
Además del control del paralelismo, todo el funcionamiento de nuestra solución se basa en la precisión del bloque del plato inferior gracias a los semicilindros hidráulicos que fijan con precisión toda la placa inferior permitiendo una alineación perfecta de las dos mitades del molde.
Gracias a este sistema, tanto la prensa como los moldes quedan protegidos de posibles daños.
Sólo las prensas de moteado de moldes de gama alta están equipadas con este sistema.

CORTINAS FOTOELÉCTRICAS: DISPOSITIVOS DE PROTECCIÓN CONTRA ACCIDENTES
La seguridad del operario está garantizada por dispositivos de protección con barreras ópticas situadas en las zonas que quedan parcialmente fuera de la vista del operario.
El sistema está formado por barreras ópticas accionadas por un módulo de seguridad específico controlado por el PLC.


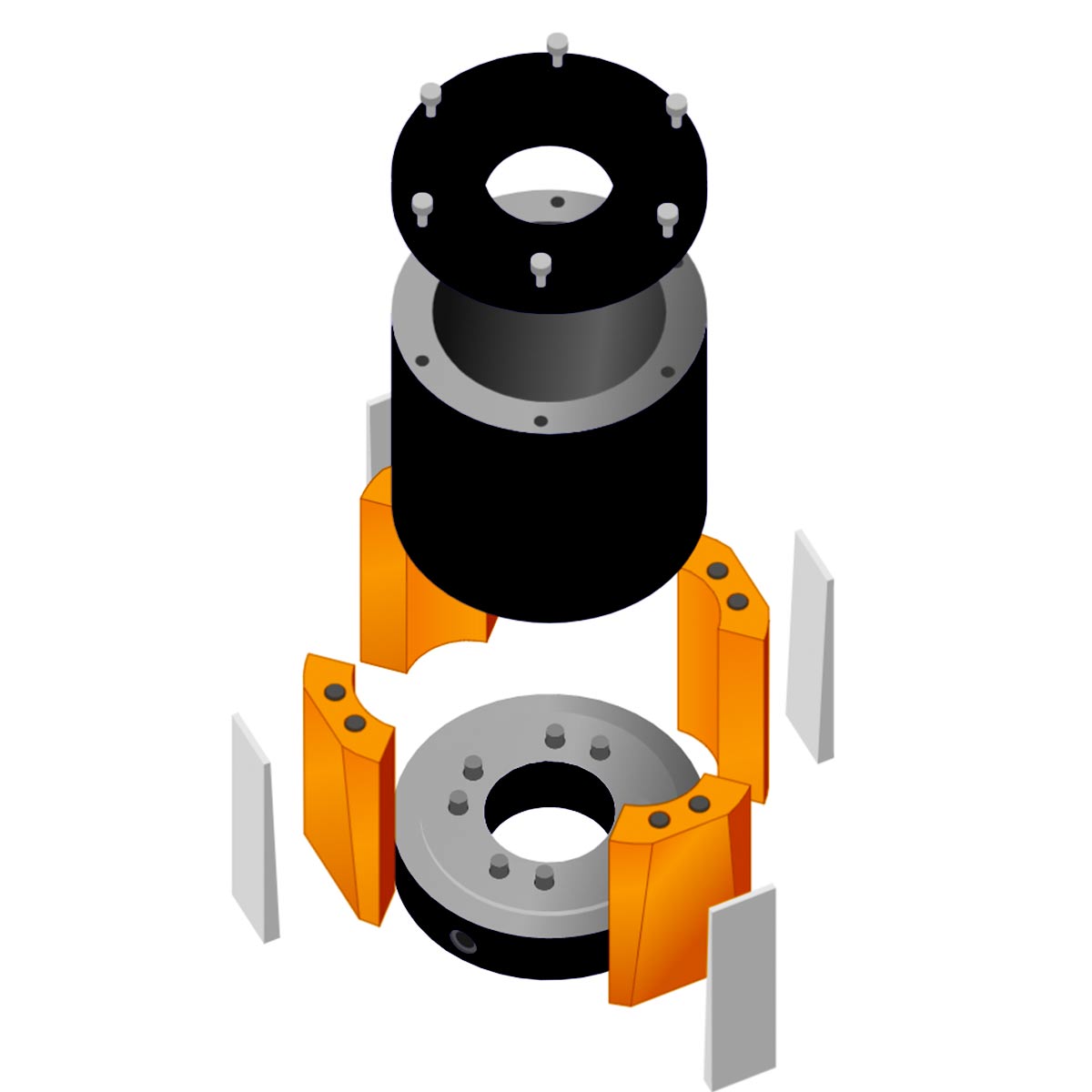
DISPOSITIVOS HIDROMECÁNICOS DE SEGURIDAD CONTRA LA CAÍDA ACCIDENTAL DEL PLATO SUPERIOR
2 dispositivos hidromecánicos de prevención de caídas en los lados derecho e izquierdo del plato superior de la prensa que funcionan en toda la longitud de la carrera.
En caso de caída de la presión hidráulica, un dispositivo patentado (SITEMA) garantiza un bloqueo inmediato e inmóvil del plato superior en caso de caída de la presión hidráulica.
A diferencia de las barras multiagujero o dentadas convencionales, este sistema impide la caída del cilindro de la prensa en caso de fallo del sistema hidráulico.
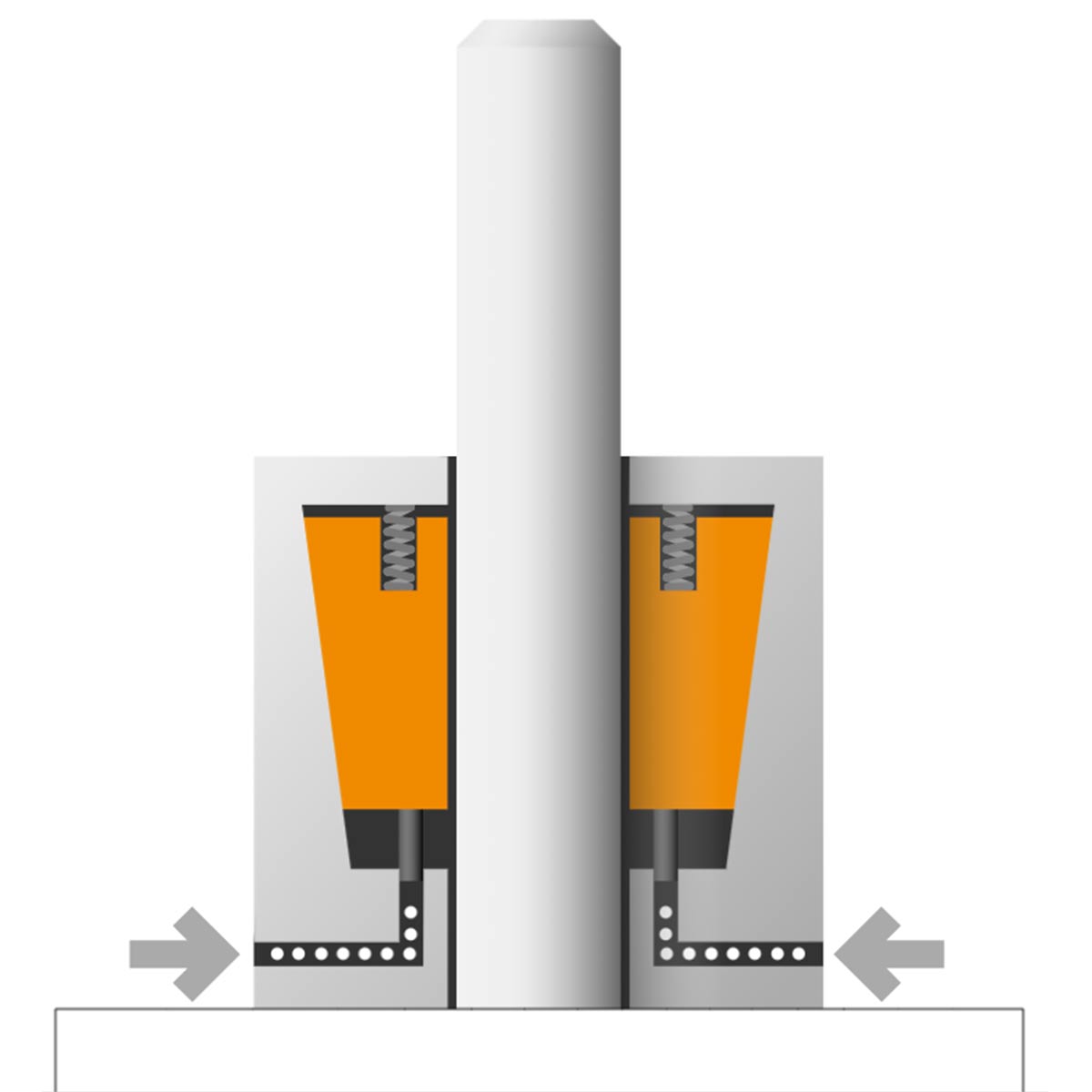
Función
Paso 1/6 Desbloqueado
El retén de seguridad se desbloquea mediante presión neumática o hidráulica aplicada al pistón anular. Una holgura bien definida garantiza el movimiento del eje, sin fricción. Interruptor de proximidad 2 activo.
Paso 2/6 Asegurar la carga
El cierre de seguridad se activa en cuanto se libera la presión de los émbolos. Entonces, la fuerza de los muelles permite que las mordazas de sujeción entren en contacto con el eje firmemente, asegurando así la carga. Cambio de señal del interruptor de proximidad 2 a 1.
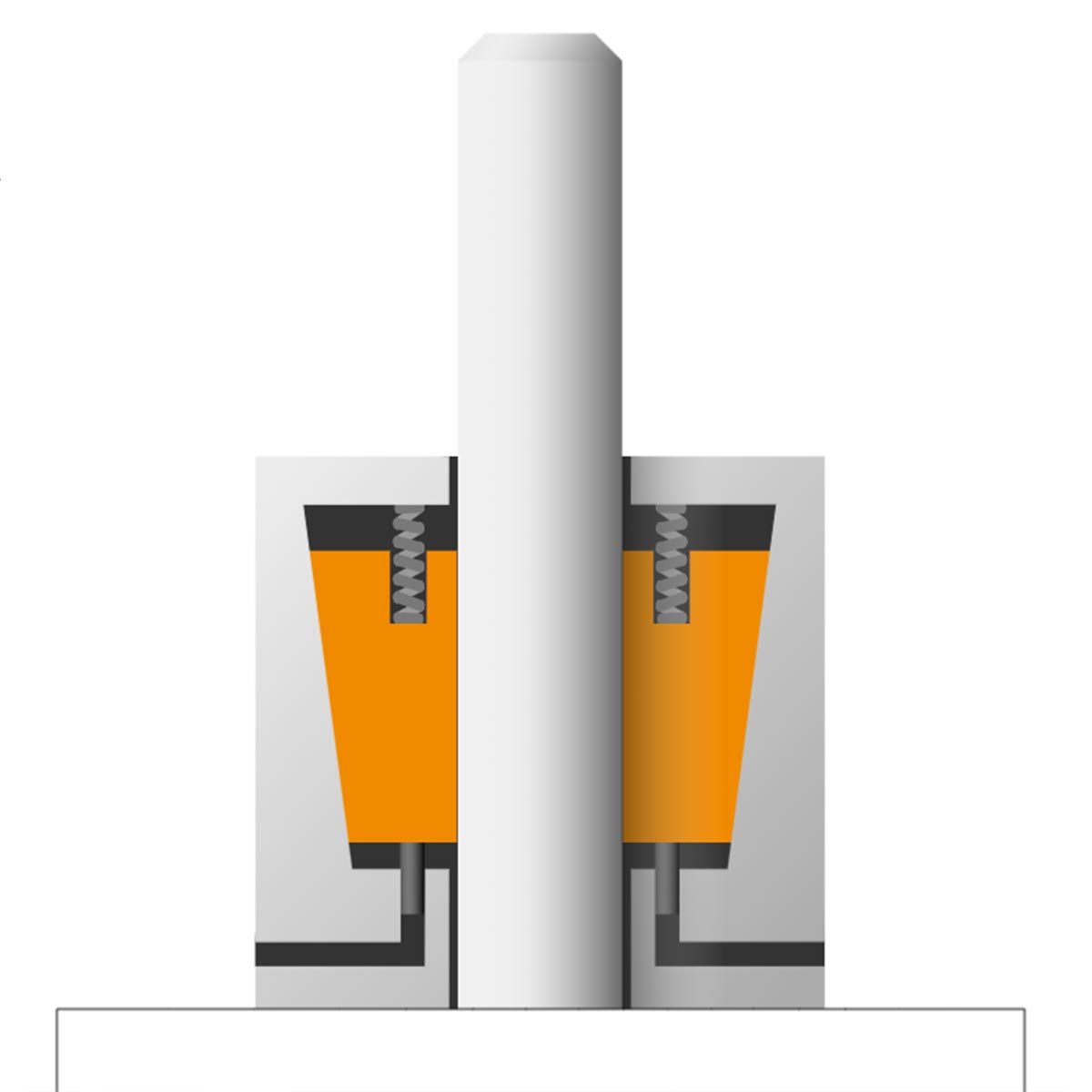
Paso 3/6 Sujeción
La fuerza de sujeción no se acumula si el eje no ha sido desplazado por la carga. Aprovechando la fricción estática autointensificadora del eje, las mordazas son arrastradas hasta la posición final de sujeción en sus topes mecánicos.
Paso 4/6 Carga
Si se sigue aumentando la carga, el eje permanece en su posición, hasta que se alcanza la fuerza de retención estática.
Paso 5/6 Sobrecarga
En cuanto se supera este límite, el dispositivo de bloqueo detiene el movimiento de la varilla, disipando la energía cinética de la masa que cae.
Paso 6/6 Liberación
El bloqueo se libera mediante un movimiento ascendente del eje y la aplicación simultánea de presión sobre el dispositivo de bloqueo.

Step 1/6
Desbloqueado
Step 2/6
Asegurar la carga

Step 3-4-5/6
Sujeción – Carga – Sobrecarga
Step 6/6
Liberación
ARMARIO ELÉCTRICO
El cuadro eléctrico de las prensas MILLUTENSIL se encuentra en un armario específico situado en el lado izquierdo de la prensa.
Todos los cuadros y tarjetas eléctricas, suministrados principalmente por SIEMENS, son seguros y cumplen las normas CE, UL, CSA.


SOSTENIBILIDAD AMBIENTAL
Utilización del principio de gravedad durante toda la carrera descendente.
Mediante un circuito especial de baja presión, el aceite se aspira del depósito. Esto permite una mayor velocidad, sin calentar el aceite, con un consumo de energía definitivamente bajo.
Después de 100 segundos fuera de servicio, la unidad hidráulica se apaga para ahorrar energía. Pulsando el botón específico, el grupo se activa y la presión hidráulica se restablece inmediatamente.
Lámparas LED de bajo consumo y gran eficiencia energética para una iluminación óptima de la zona de trabajo.

EQUIPO OPCIONAL PARA LOS MOLDES
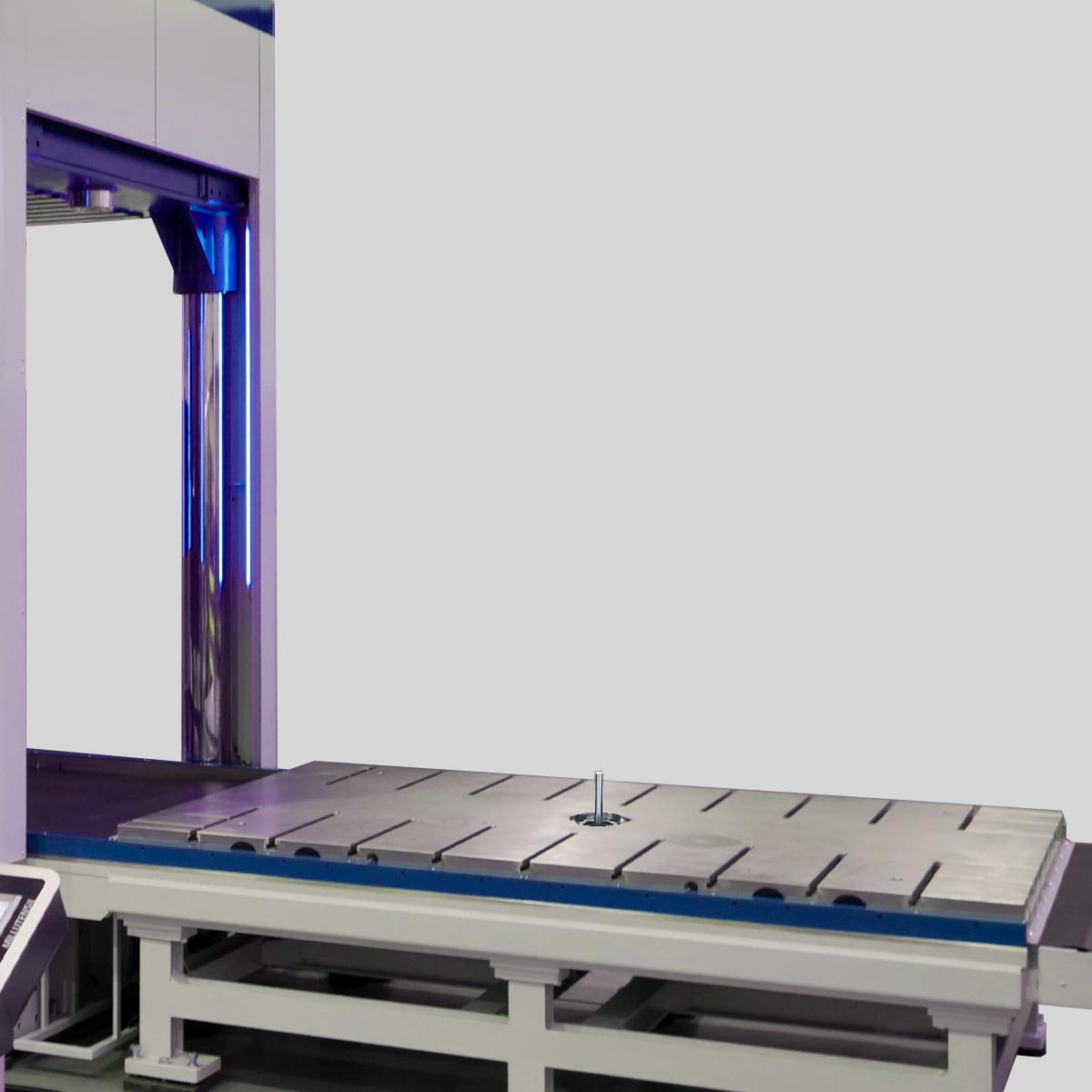
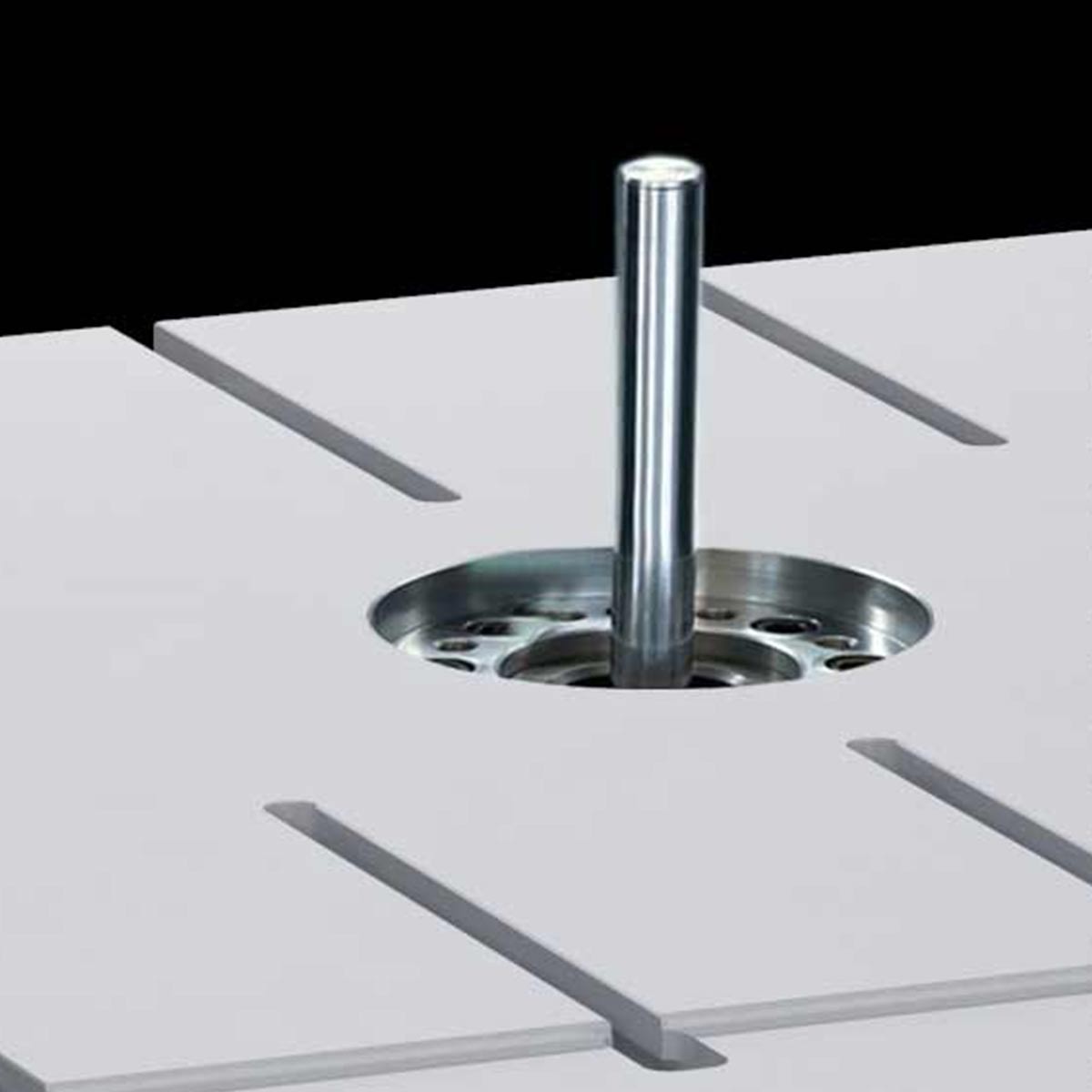
UNIDAD DE EXPULSIÓN HIDRÁULICA
Cilindro eyector hidráulico en el plato inferior (opción)
La unidad de expulsión inicia el movimiento de los pernos de expulsión de las matrices y moldes para materiales plásticos y fundición a presión.
Esta utilidad está constituida por un cilindro hidráulico situado en el centro del sótano de la prensa.
Permite comprobar y probar algunas funciones importantes del molde en muy poco tiempo.
La presión / fuerza de empuje se ajusta mediante el panel táctil. La presión de funcionamiento depende directamente de la presión de la línea. La ventaja es la prueba sensible de los sistemas de expulsión del molde.
ACUMULADOR DE ENERGÍA
Opción disponible en MIL 122/123, MIL 142/143, MIL 162/163, MIL 202/203
Esta operación pone en marcha matrices y moldes para materiales plásticos, caucho y fundición a presión.
Se trata de un dispositivo hidromecánico que debe fijarse al plato superior de la prensa. Funciona para golpear un disparo en el molde cerrado, con el fin de calibrar mejor el ajuste entre las dos mitades del molde (matriz y punzón).
La acción dinámica de este dispositivo es independiente del movimiento de sujeción de la prensa. En consecuencia, la acción dinámica del acumulador de energía estará acoplada a la fuerza de cierre de la prensa.

UNIDAD AUTOMÁTICA DE INYECCIÓN DE CERA ESPECIAL
Opción disponible en MIL 122/123, MIL 142/143, MIL 162/163, MIL 202/203
Permite inyectar cera especial a baja presión en la cavidad del molde.
De este modo, los fabricantes de moldes pueden comprobar las dimensiones y espesores de los moldes de preproducción (incluso del destello más fino) para garantizar un llenado correcto. La unidad de inyección de cera incluye: recipiente de cera con calentamiento eléctrico, acción neumática con control de la presión del aire y control de la temperatura de la cámara para conseguir una fluidez constante de la cera.


PLATO INFERIOR BASCULANTE
Plato inferior basculante en ±70°, parte delantera/trasera, versión de suelo (opción)
Sólo para las versiones instaladas en el suelo. Gracias a 2 cilindros hidráulicos, el plato inferior puede inclinarse hasta 70°, por delante y por detrás, para llevar el molde a una posición ergonómicamente mejor.
Los movimientos de inclinación (y el bloqueo automático) se controlan mediante el panel táctil.
La ventaja para el operario es el acceso óptimo al molde, sin necesidad de agacharse, con la máxima comodidad y seguridad.
La opción incluye un dispositivo de protección del fuelle y dos dispositivos de protección de la alfombra del rollo para la protección de toda la parte inferior mecánica/hidráulica, junto con la protección contra la intrusión del operario.


PLATO SUPERIOR BASCULANTE
Plato superior de la prensa inclinable 150°, versión de suelo (opcional)
Para aumentar la comodidad y mejorar el acceso al plato superior de la prensa y a los moldes fijados en ella, el plato superior puede inclinarse hasta ~150° hacia abajo (180° en la versión especial).
Esto se produce mediante la función de carrera descendente con el plato apoyado sobre 2 soportes conformados. Durante la primera fase, el plato superior de la prensa se inclina hasta 100°. Después, durante el movimiento de bajada, el plato de la prensa se inclina y se desliza sobre los 2 soportes perfilados hasta la posición final de ~150°. Observe que es posible detenerse en todas las posiciones intermedias.
Tras el cierre completo, el plato de la prensa se centra automáticamente con gran precisión y se bloquea mediante un sistema accionado por cilindros hidráulicos.
La inclinación del plato hasta ~150° garantiza un acceso óptimo y una gran comodidad de trabajo en cualquier posición de trabajo.

PLATO SUPERIOR BASCULANTE
Plato superior de la prensa inclinable 180° hacia el suelo, versión de foso (opción)
Para aumentar la comodidad y mejorar el acceso al plato superior de la prensa y a los moldes fijados en ella, el plato superior puede inclinarse hasta ~180° hacia abajo. Esto se produce mediante la función de carrera descendente con el plato apoyado sobre 2 soportes perfilados.
Durante la primera fase, la placa superior de la prensa se inclina hasta 100°. Después, con el movimiento de carrera descendente, el plato de la prensa se inclina y se desliza sobre los 2 soportes perfilados hasta la posición final de ~180°. Es posible parar en todas las posiciones intermedias.
Tras el cierre completo, el plato de la prensa se centra automáticamente con gran precisión y se bloquea mediante un sistema accionado por cilindros hidráulicos.
La inclinación del plato hasta ~180° garantiza un acceso óptimo y una gran comodidad de trabajo en cualquier posición de trabajo.


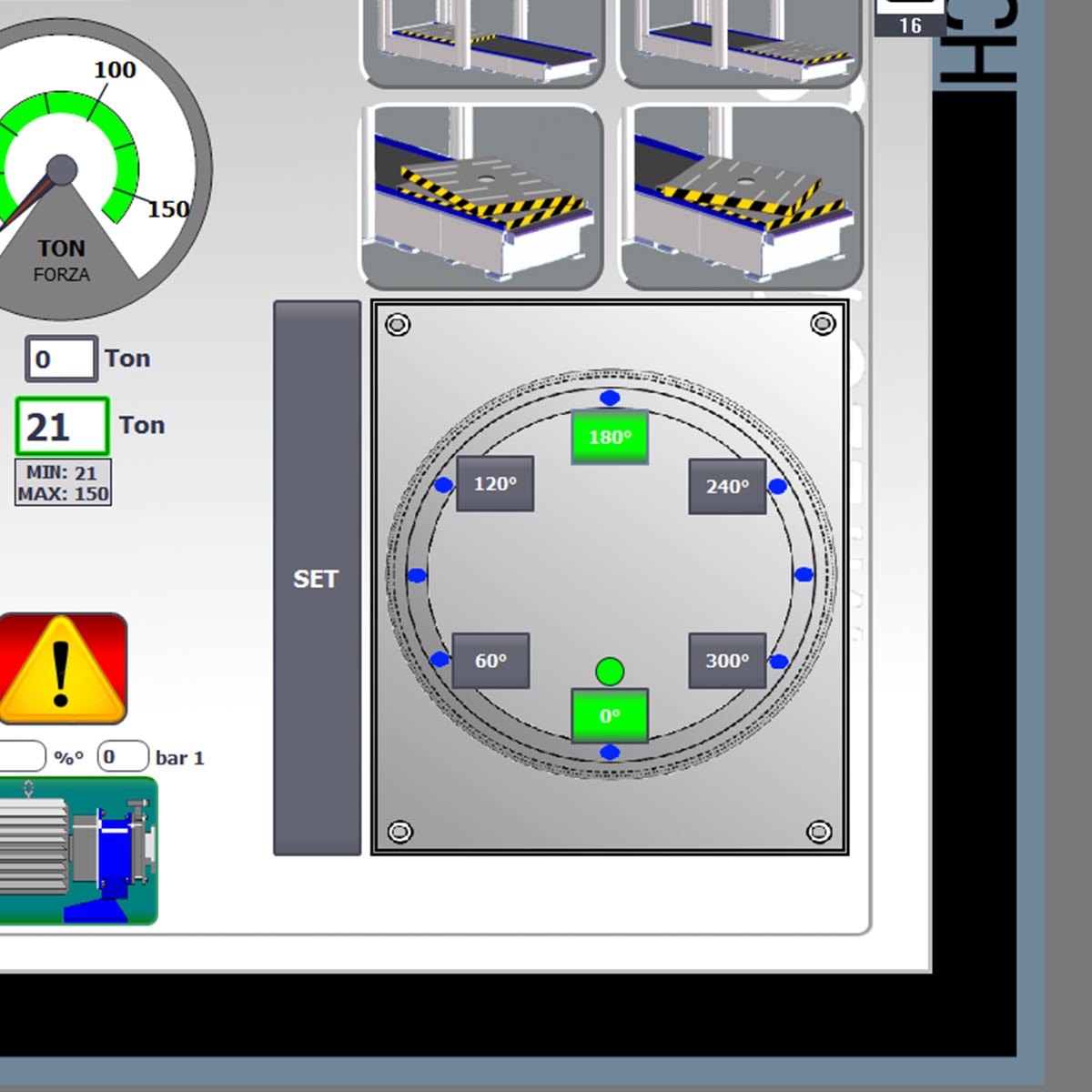
MESA GIRATORIA
Plato extensible con mesa giratoria integrada de 0-90°-120°-180°-240°-270° para moldes multi-componentes
La mesa giratoria integrada en el plato inferior de la prensa ha sido diseñada para facilitar el ajuste del molde multi-componente. Quedan garantizados ahorros de tiempo y costes, ya que los moldes no necesitan ser girados manualmente a fin de ser probados, lo cual exige mucho tiempo.
Además, se produce una ganancia ergonómica significante ya que el molde puede colocarse en muchos ángulos diferentes, de modo que el operador puede posicionar el medio-molde inferior en una posición óptima y cómoda para realizar los ajustes.
La función rotatoria es realizada cómodamente desde el panel táctil. La rotación del plato es posible en las posiciones 0°-90°-120°-180°-240°-270°. El movimiento de rotación se produce por medio de un cojinete/acoplamiento articulado, accionado por un motor hidráulico. Tras la rotación en las distintas posiciones, la mesa giratoria se posiciona y es bloqueada mediante un cilindro hidráulico.

CENTRAL HIDRÁULICA
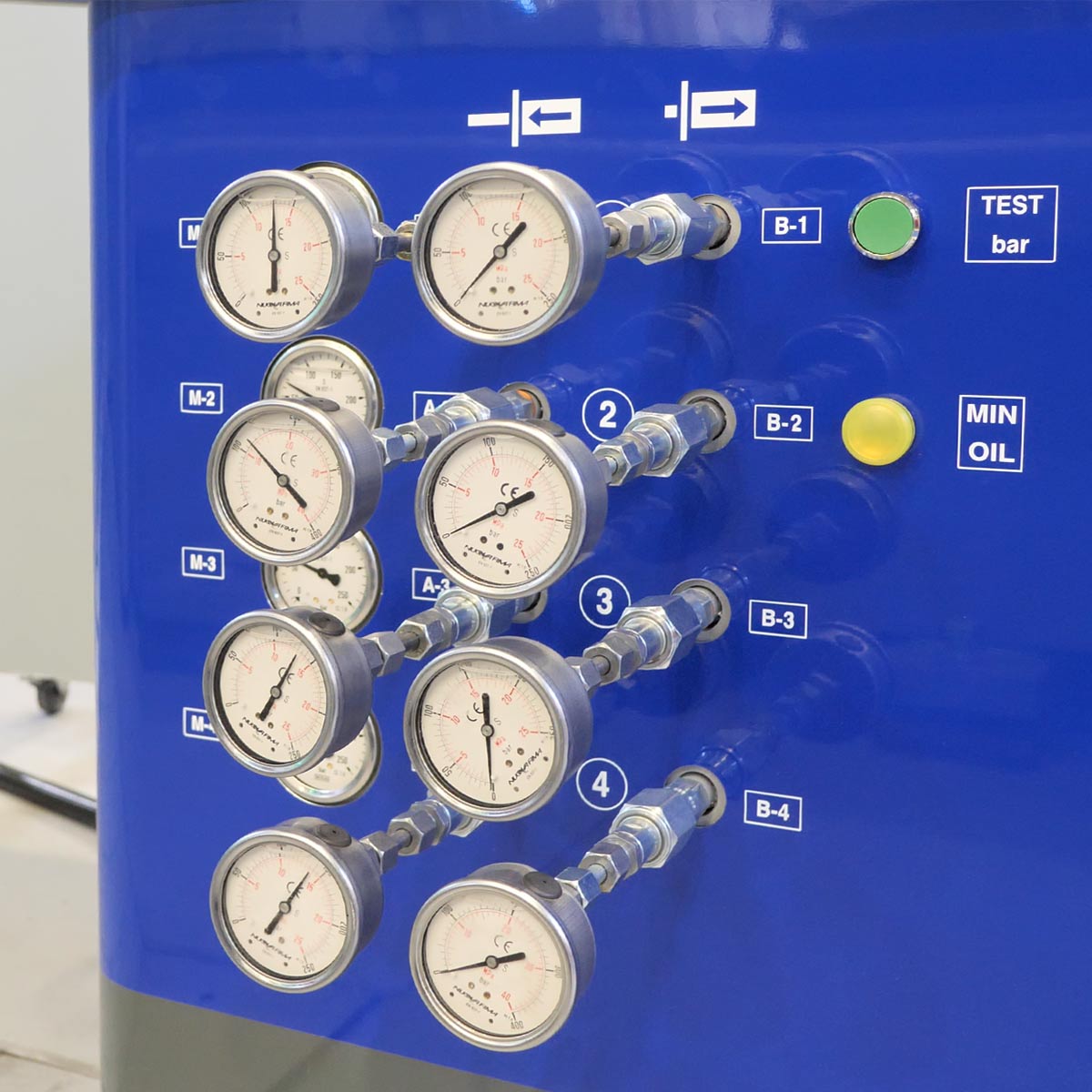
Unidad de potencia hidráulica independiente sobre carro con conexiones para cilindros hidráulicos (4+4) (opción)
Se ha diseñado una unidad de potencia hidráulica independiente sobre carro para probar los movimientos de las correderas y los cilindros hidráulicos. Este carro está equipado con un depósito, y está conectado directamente al panel de control de la prensa, con el que es posible asentar hasta 4 pares de cilindros hidráulicos (4 entradas y 4 salidas), ya sea de forma individual o sincronizada. Cada par de conexiones está equipado con un regulador de presión independiente y un manómetro analógico.
El carro puede suministrarse en una versión completamente autónoma con su propio panel de control dedicado, para que pueda utilizarse no sólo con la prensa de manchado.
A petición del cliente, es posible configurar las marcas de los moldes con la prensa de ajuste, para comprobar el correcto funcionamiento de los sensores y de los cilindros hidráulicos. Podemos suministrar ciclos especiales para el movimiento de las correderas/cilindros hidráulicos.
El carro estándar está equipado con una bomba con un caudal de 8 litros/min. y un motor de 2,2 kW. Una versión personalizada del carro se caracteriza por una bomba con un caudal de 40 litros/min. y un motor de 11/15 kW. También está disponible una versión especial para el funcionamiento con mezcla de agua y glicol.


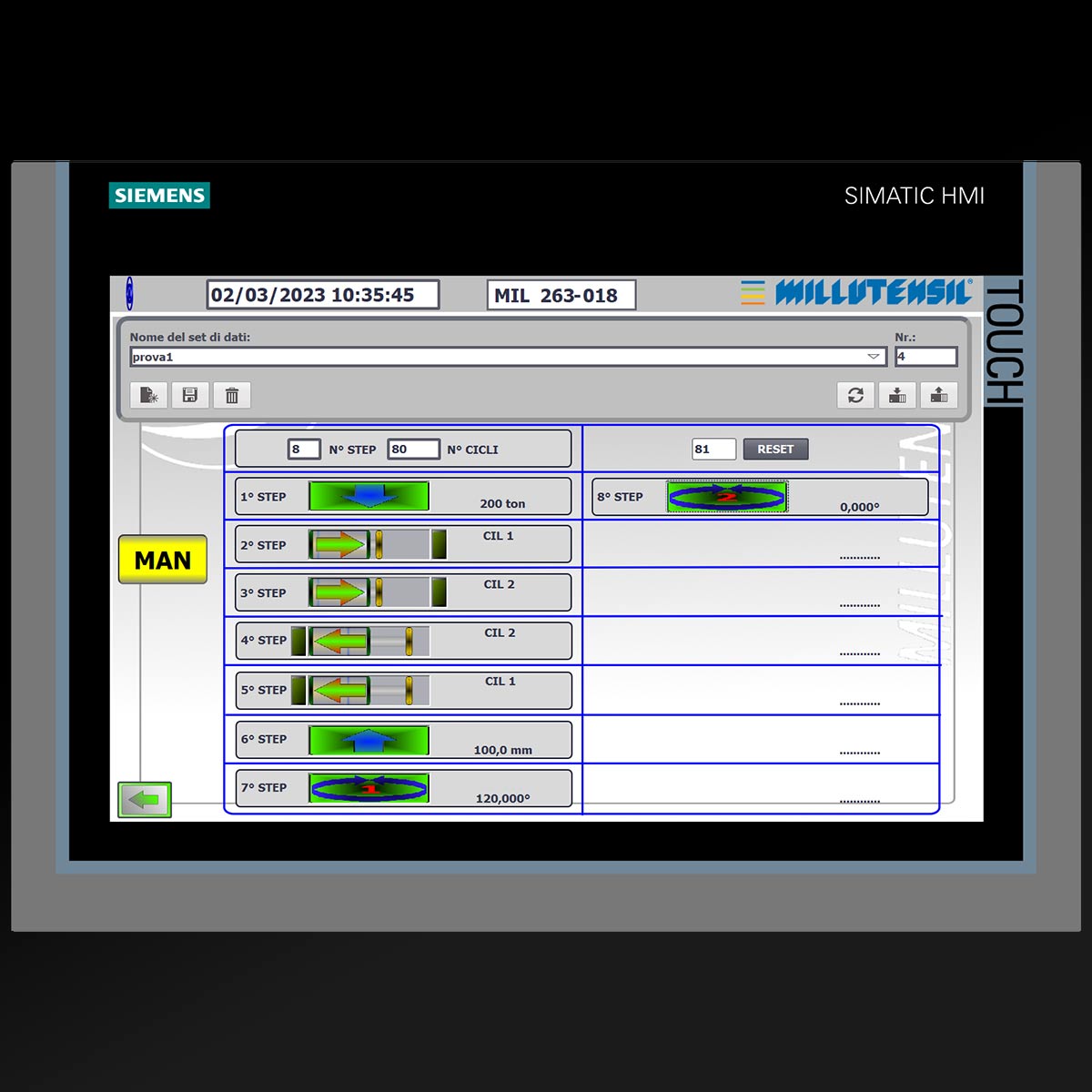
SIMULACIÓN DE PRODUCCIÓN
Gracias a su experiencia, MILLUTENSIL ha desarrollado PRUEBAS FUNCIONALES, con el fin de AUMENTAR la productividad de la máquina. (opción)
Ejemplo:
- PONER EN FUNCIONAMIENTO el molde / los cilindros auxiliares / las pistas de deslizamiento durante algunas horas
- CICLOS DE LAMINACIÓN
- CICLOS AUTOMÁTICOS

ASISTENCIA TÉCNICA
SISTEMA DE DIAGNÓSTICO
Sistema de diagnóstico integrado
Las prensas de ajuste de moldes MILLUTENSIL están equipadas con un programa de diagnóstico específico y exclusivo. Cualquier fallo que se produzca durante las operaciones se muestra en la pantalla de control, donde se indica el punto afectado. Como consecuencia, se minimizan los tiempos de parada de la máquina.
Principales ventajas:
- Minimización del tiempo de inactividad,
- Solución de problemas rápida y sencilla,
- Reducción considerable de los costes de servicio, especialmente tras el periodo de garantía.
Módem E-Won
Las prensas desmanchadoras de la serie MIL están equipadas con un módem E-Won para que nuestros técnicos Millutensil puedan operar a distancia en la prensa desmanchadora para repararla.
La asistencia remota puede realizarse fácilmente gracias al hotspot de un teléfono móvil y a una contraseña que se facilita en caso de necesidad.
Panel móvil inalámbrico
Gracias a la tableta Siemens multitouch ITP 1000 (opcional) y a su aplicación MyMILL© App (opcional), la asistencia remota se simplifica, ya que la tableta puede utilizarse para iniciar la llamada de asistencia remota.
FORMACIÓN
Para un uso completo de la máquina, proporcionamos apoyo y formación a los técnicos durante la instalación in situ.



DATOS TECNICOS
NUESTRAS REFERENCIAS EN EL MUNDO
