
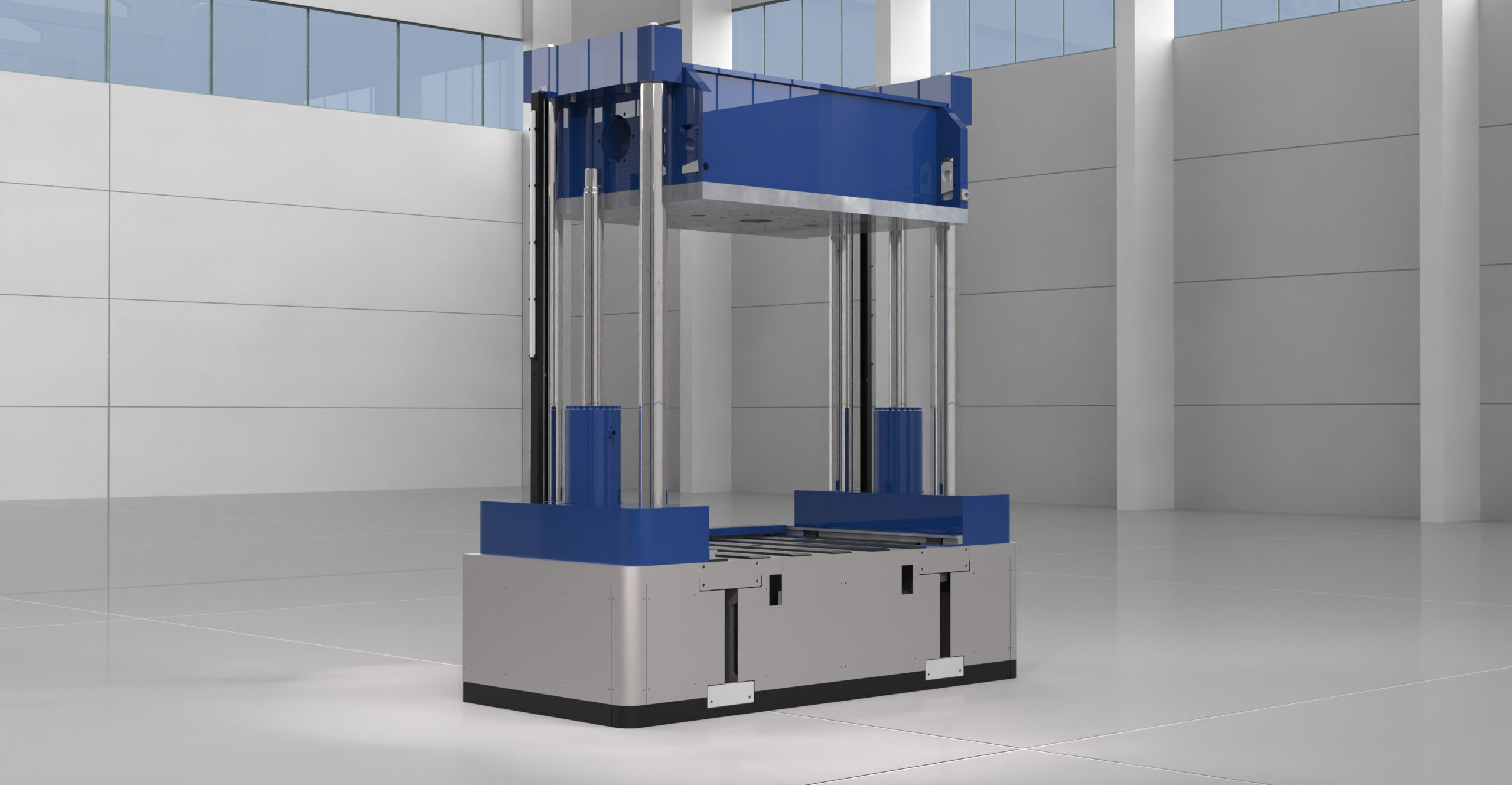
PRENSAS DE AJUSTE DE MOLDES PARA MONTAJE, AJUSTE, COMPROBACIÓN DE MOLDES Y MATRICES MEDIANAS
BV 32E / 33E / 34E / 35E SERIES
La prensa se utiliza para operaciones de división, ajuste, mantenimiento y puesta a punto de matrices y moldes (termoplásticos, fundición a presión, termoestables, caucho y blanking).
La serie BV 32 – 33 – 34 – 3 es adecuada para moldes de tamaño medio.
Hay dos modelos disponibles en función de las dimensiones del plato:
BV 32E / BV 33E
Las dimensiones del plato son 1.600×1.300 mm.
La fuerza de sujeciόn es de 1.200kN en la BV 32 E frente a 1.500kN en la BV 33 E, mientras que es de 1.500kN en la BV 34 E frente a 2.000kN en la BV 35 E.
La capacidad de carga máxima en el plato inferior es de 16.000 kg, (capacidad menor en el modelo con opción -R 10.000 Kg u opción -G/-RG 8.000 kg) mientras que en el plato superior es de 10.000 kg.
BV 34E / BV 35E
Las dimensiones del plato son 2.000×1.500 mm.
La capacidad de carga máxima en el plato inferior es de 30.000 kg, (capacidad menor en el modelo con opción -R 22.000 Kg u opción -G/-RG 20.000 kg) mientras que en el plato superior es de 15.000 kg.
La diferencia entre las dos versiones es la max. fuerza de sujeción, 1.500kN en la BV 34 E frente a 2.000kN en la BV 35 E.

BV 32E – BV 33E – Platen dimensions: 1.600×1.300 mm
BV 34E – BV 35E -Platen dimensions: 2.000×1.500 mm
La estructura, muy robusta, consta de un basamento de acero soldado y normalizado y una placa base de hierro fundido. El sistema hidráulico se controla mediante válvulas servoproporcionales electrónicas.
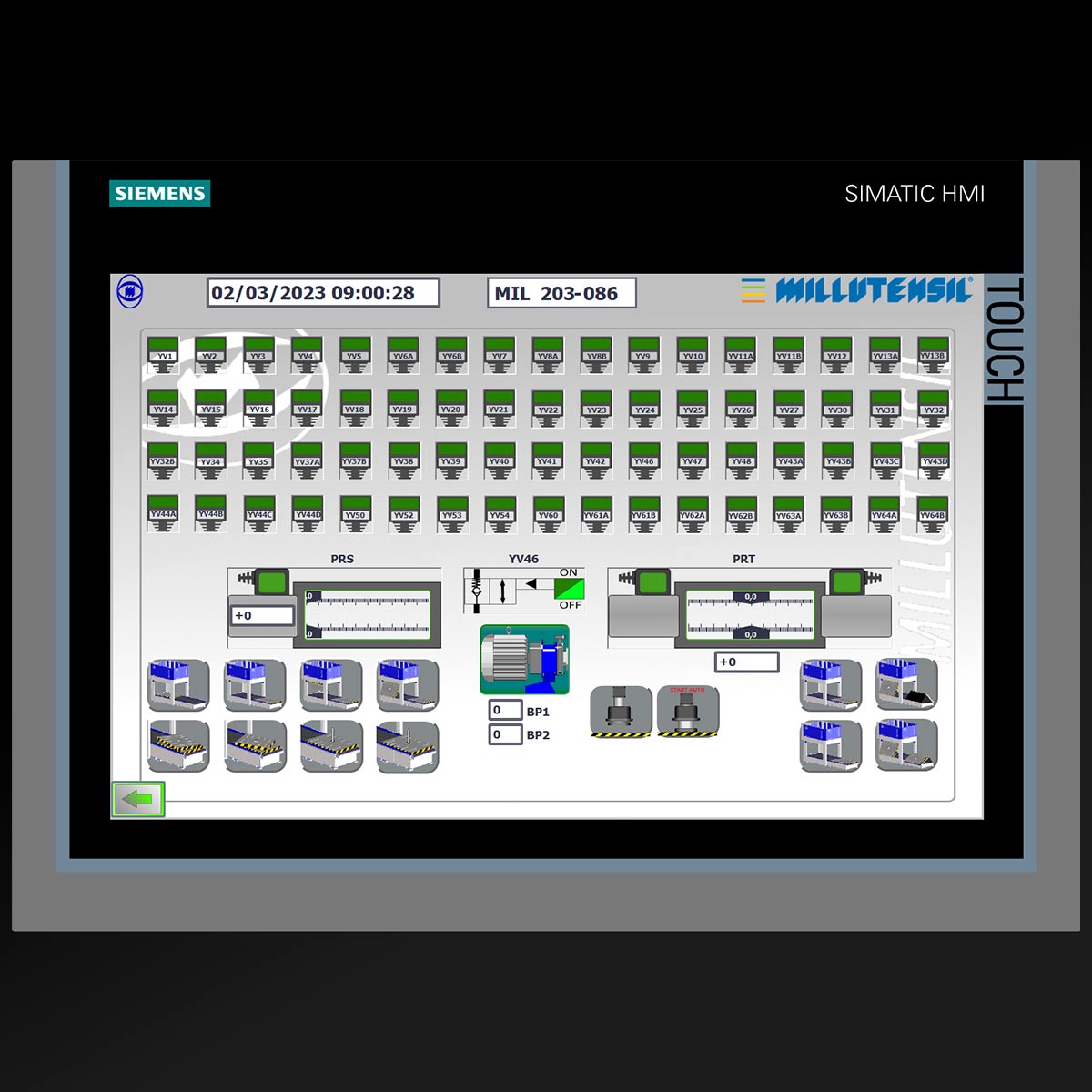
Todos los modelos E están equipados con panel de control gráfico de fácil uso, supervisado a través de PLC Siemens comandado por Touch Panel instalado en la estación de púlpito.
Todos los componentes se compran a fabricantes de renombre, como por ejemplo: sistema hidráulico Bosch-Rexroth, Hawe; sistema eléctrico Siemens, Schneider Elektrik, Phoenix Contact, Weidmüller. Esto garantiza una buena funcionalidad general de la prensa, y un rápido aprovisionamiento en todo el mundo.
Declaración de conformidad CE y cumplimiento de las disposiciones de seguridad según las normas CE vigentes.
MOVIMIENTOS DE LOS PLATOS




El plato superior se desliza verticalmente por accionamiento hidráulico sobre las cuatro columnas guía y puede volcarse 360° mediante engranajes reductores. La sujeción del plato superior en la posición horizontal exacta depende de las cuatro clavijas de fijación accionadas hidráulicamente.
El plato inferior es extensible hidráulicamente, deslizándose sobre la base guiada por rodamientos de bolas. Permite extraer la parte inferior de la matriz o molde de la prensa hasta una posición de trabajo sin esfuerzo.
La placa inferior puede inclinarse opcionalmente 90°.
Todas las funciones se realizan cómodamente desde el panel táctil.
VIDEO
CARACTERÍSTICAS
ESTRUCTURA
- Prensa con 4 columnas de acero aleado cromado, estructuras de acero soldado y normalizado, y una robusta placa base de hierro fundido para garantizar una gran rigidez y resistencia a la flexión.
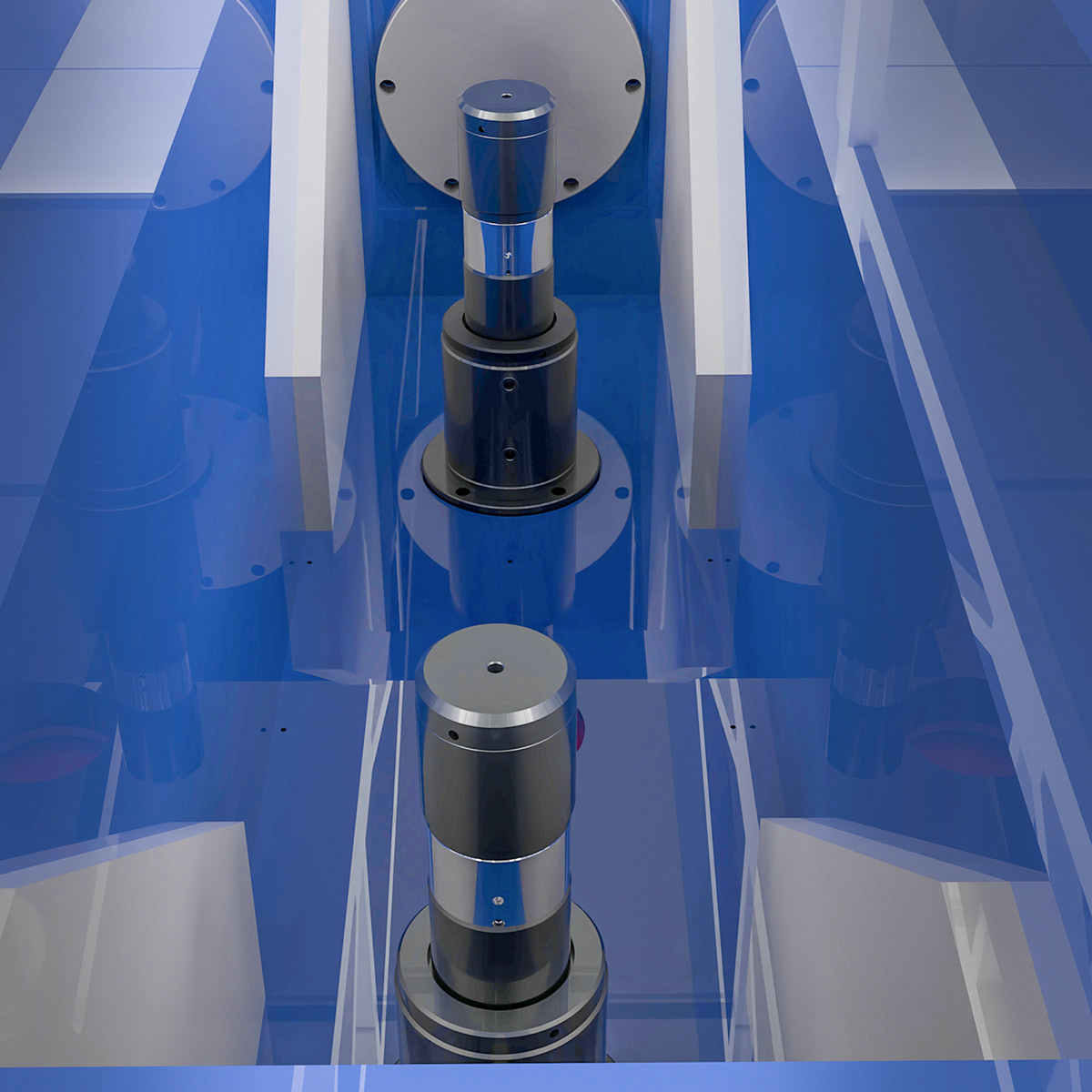
- Basamento incrustado en una robusta estructura soldada por arco, de gran rigidez y a prueba de flexión. Guías de precisión del pistón de prensado de muy larga duración y sin mantenimiento, con casquillos de bronce lubricados de por vida con recubrimiento de teflón. Garantizan una gran estabilidad de rotación y precisión de repetibilidad del cilindro.
- 4 cilindros hidráulicos para el accionamiento del plato superior garantizan una distribución óptima de la presión superficial.
- Fácil ajuste de la fuerza de sujeción, mediante el panel táctil.
- Disposición de la unidad de potencia hidráulica que ahorra espacio y reduce considerablemente el ruido en la parte superior de la prensa.

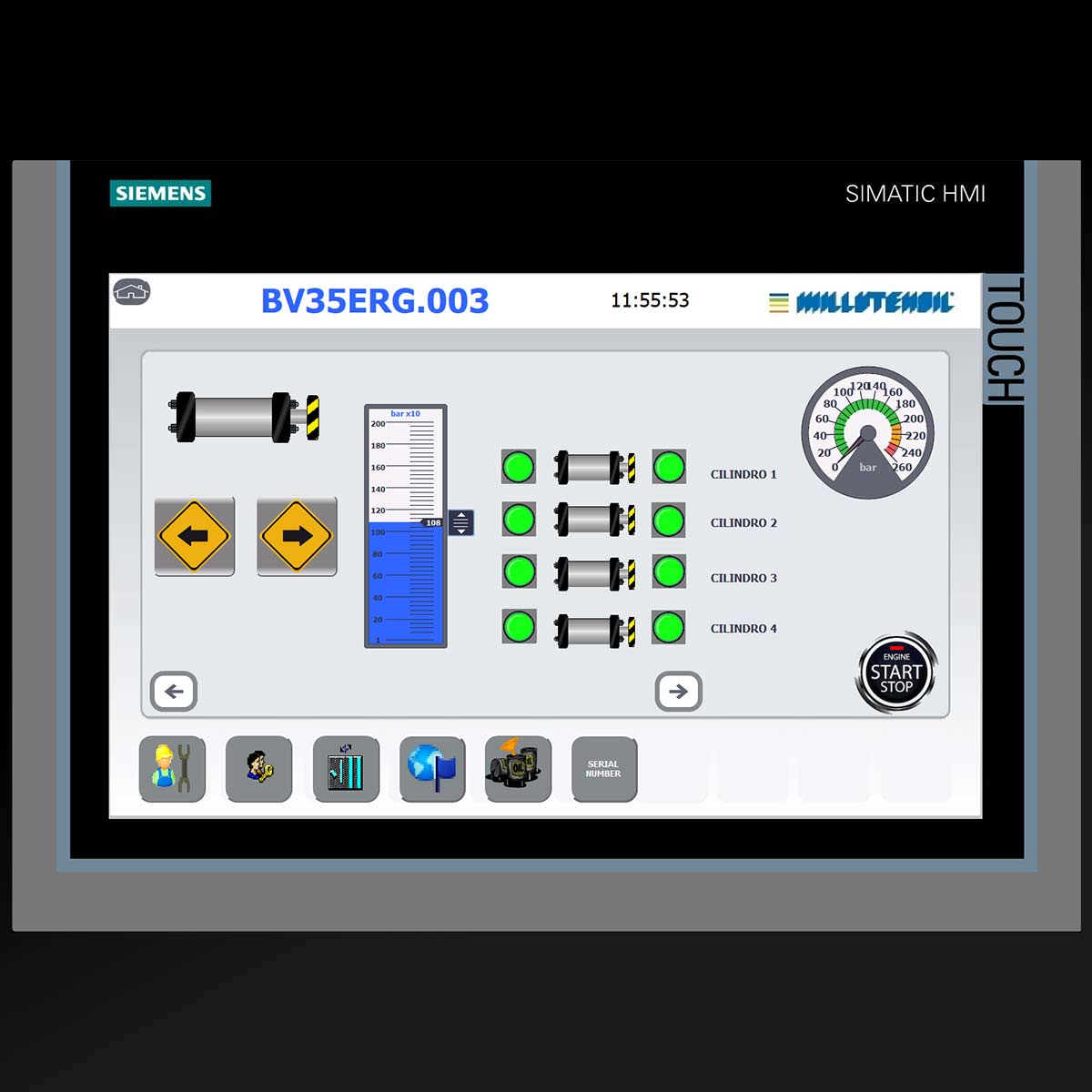
PANEL DE CONTROL
Control Siemens S7-1500 fácil de programar y utilizar
Botonera equipada con el moderno PANEL TÁCTIL Siemens TP1200 MULTIPANEL.
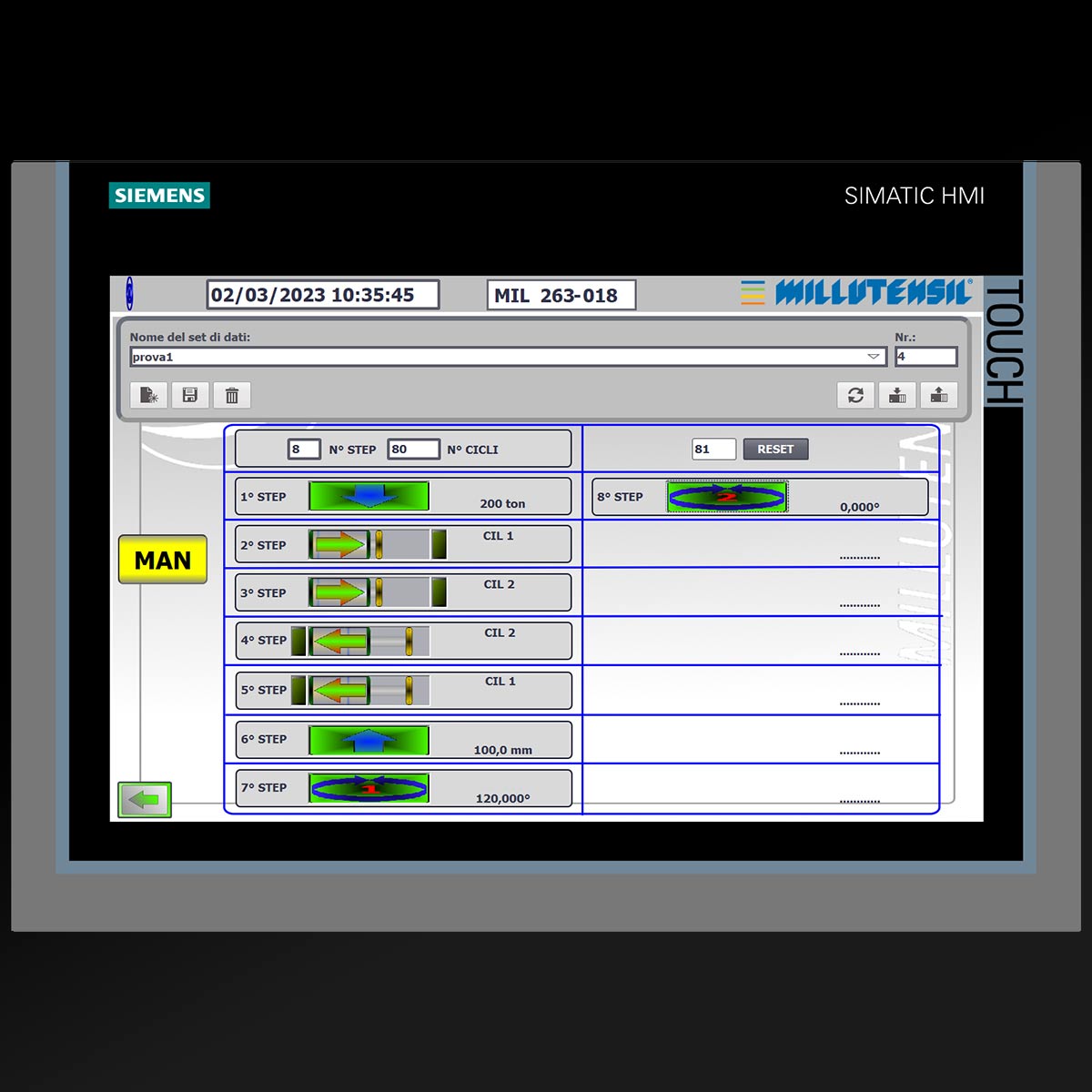
La estación de pulsadores está equipada con un panel táctil con gráficos de fácil manejo para simplificar el uso de la prensa de ajuste. Todos los movimientos y funciones de trabajo se muestran gráficamente en la pantalla.
Mando a dos manos.
Por motivos de seguridad, algunas funciones sólo pueden activarse mediante los botones tradicionales (por ejemplo, la bajada debe realizarse con las dos manos, en cumplimiento de la legislación de seguridad EU-UL-CSA).
Despejado, claro y ergonómico, el panel ofrece muchas ventajas, así como una gran flexibilidad en la personalización de funciones, incluido el mando de los cilindros auxiliares.
En la estación de púlpito se puede integrar un nuevo Siemens multi-touch ITP 1000 (OPCIONAL).
Este nuevo Siemens multi-touch ITP 1000 está soportado por una aplicación dedicada llamada MyMILL© App, que ha sido desarrollada por Millutensil como resultado de la continua cooperación entre Millutensil y sus clientes.






PANEL MÓVIL KTP400F
En la parte frontal de la prensa, sobre la plataforma está colocado un panel móvil Siemens KTP400F, gracias al cual el operario puede activar la prensa de manchado sin tener que volver a la estación del panel móvil principal. Como resultado, los procedimientos de ajuste no suponen ninguna carga.

CONTROL Y AJUSTE DE LA VELOCIDAD
Las velocidades de CIERRE/ABERTURA de la placa superior pueden cambiar automáticamente gracias a un sistema particular desarrollado por Millutensil y definido en NIVELES (L1, L2, L3).
El ajuste de los niveles (L1, L2, L3) facilita considerablemente las operaciones de ajuste.
Las ventajas son:
- máxima repetibilidad y seguridad de los movimientos;
- reducción del riesgo de impactos accidentales.
Tras fijar el molde, el operario puede establecer, según estime conveniente, tres niveles diferentes en función de los cuales la prensa aplicará automáticamente los cambios de velocidad correspondientes (L1, L2, L3).
Estos niveles permanecerán memorizados y podrán aplicarse durante todas las operaciones de apertura y cierre.
La presión máxima fijada se alcanzará únicamente en L1, cuando el molde esté completamente cerrado.
Panel de mando para el ajuste de los niveles:
Gracias a este moderno sistema, es posible establecer varias velocidades (rápida durante la fase de aproximación, media durante la fase de trabajo y lenta durante la fase final de cierre del molde).


VERSIONES OPCIONALES

OPCIÓN -R
Inclinación de la placa inferior en 75° o 90
Gracias a 2 cilindros hidráulicos, la placa inferior puede inclinarse hasta 75° o 90°, en la parte trasera corta, para operar en el molde en una posición ergonómicamente mejor.
Los movimientos de inclinación (y el bloqueo automático) se controlan mediante el panel táctil.
La placa puede colocarse en cualquier ángulo, lo que proporciona al operario un acceso óptimo al molde, sin necesidad de agacharse, con la máxima comodidad y seguridad.

OPCIÓN -G
Plato extensible con mesa giratoria integrada de 0-90°-120°-180°-240°-270° para moldes de varios componentes.
La mesa giratoria integrada en el plato inferior de la prensa se ha diseñado para facilitar el ajuste de los moldes de varios componentes. El ahorro de tiempo y costes está garantizado, ya que no es necesario girar manualmente los moldes para probarlos, lo que requiere mucho tiempo.
Además, hay una ganancia ergonómica significativa, ya que el molde se puede colocar en muchos ángulos diferentes, de modo que el operario que puede colocar la mitad inferior del molde en una posición óptima y cómoda para llevar a cabo el ajuste.
La función de rotación se realiza cómodamente desde el panel táctil.La rotación de la placa de la prensa es posible tanto en las posiciones 0°90°-120°-180°-240°-270°.

OPCIÓN -RG
Plato extensible basculante 75° ó 90° con mesa giratoria integrada 0°-90°-120°-180°-240°-270°.
La combinación de los dispositivos opcionales de inclinación del plato extensible en 75° ó 90° con la mesa giratoria integrada (0°-180 ó 0°-90°-120°-240°-270°) garantiza una ergonomía del operario aún mayor.
Estos dispositivos combinados facilitan aún más el punteado de moldes multicomponente y/o multicolor.
EQUIPOS PARA LA PRENSA
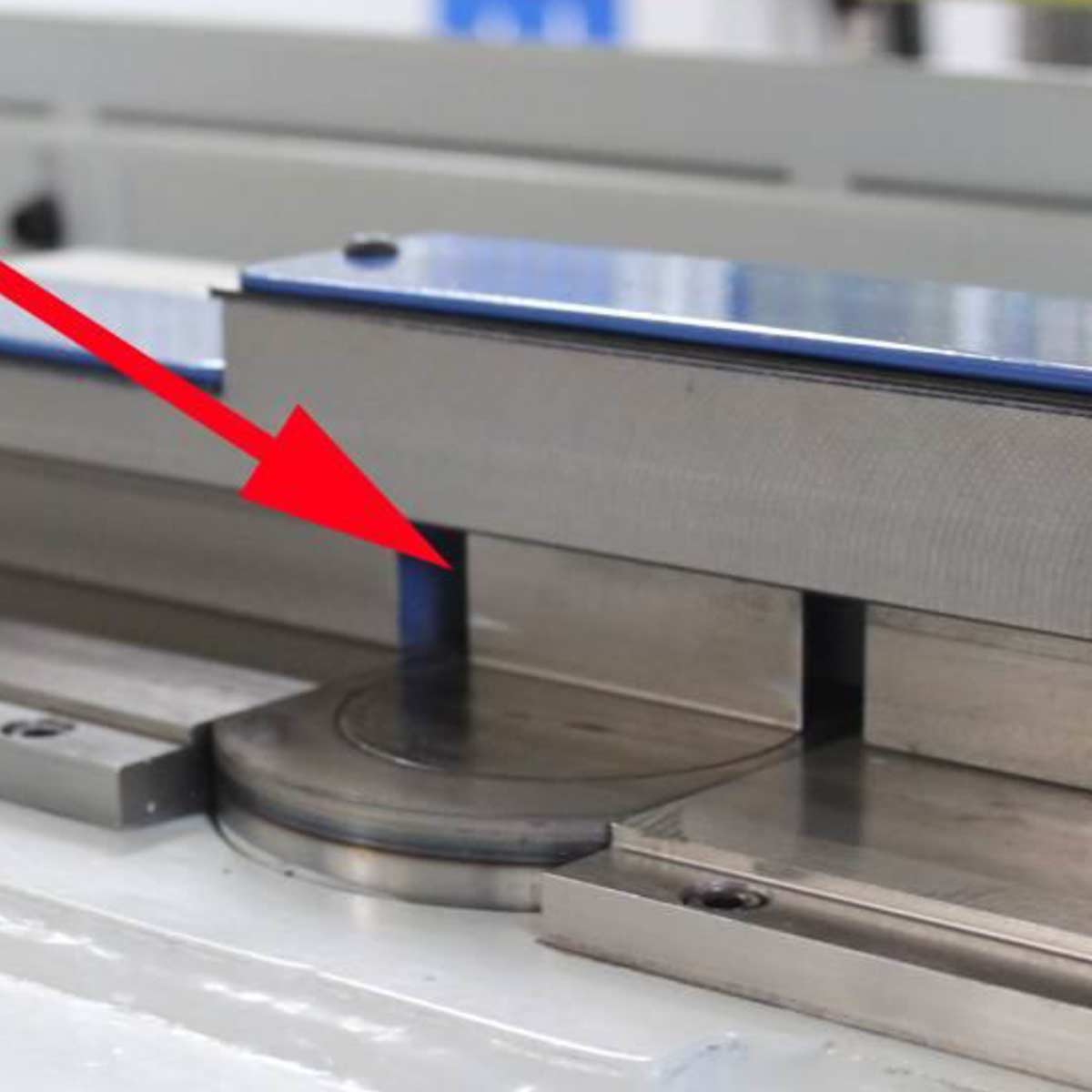
SISTEMA DE CONTROL DEL PARALELISMO DE LOS PLATOS
Dispositivo electrónico de seguridad contra el desequilibrio del paralelismo del plato superior, protección de la prensa y de los moldes.
La carrera ascendente/descendente del plato superior se basa en una gestión totalmente electrónica del sistema hidráulico principal, que a través de servoválvulas proporcionales especiales controla y gestiona, con la máxima precisión, el caudal de aceite que genera el movimiento paralelo de los 2 cilindros de carrera ascendente/descendente.
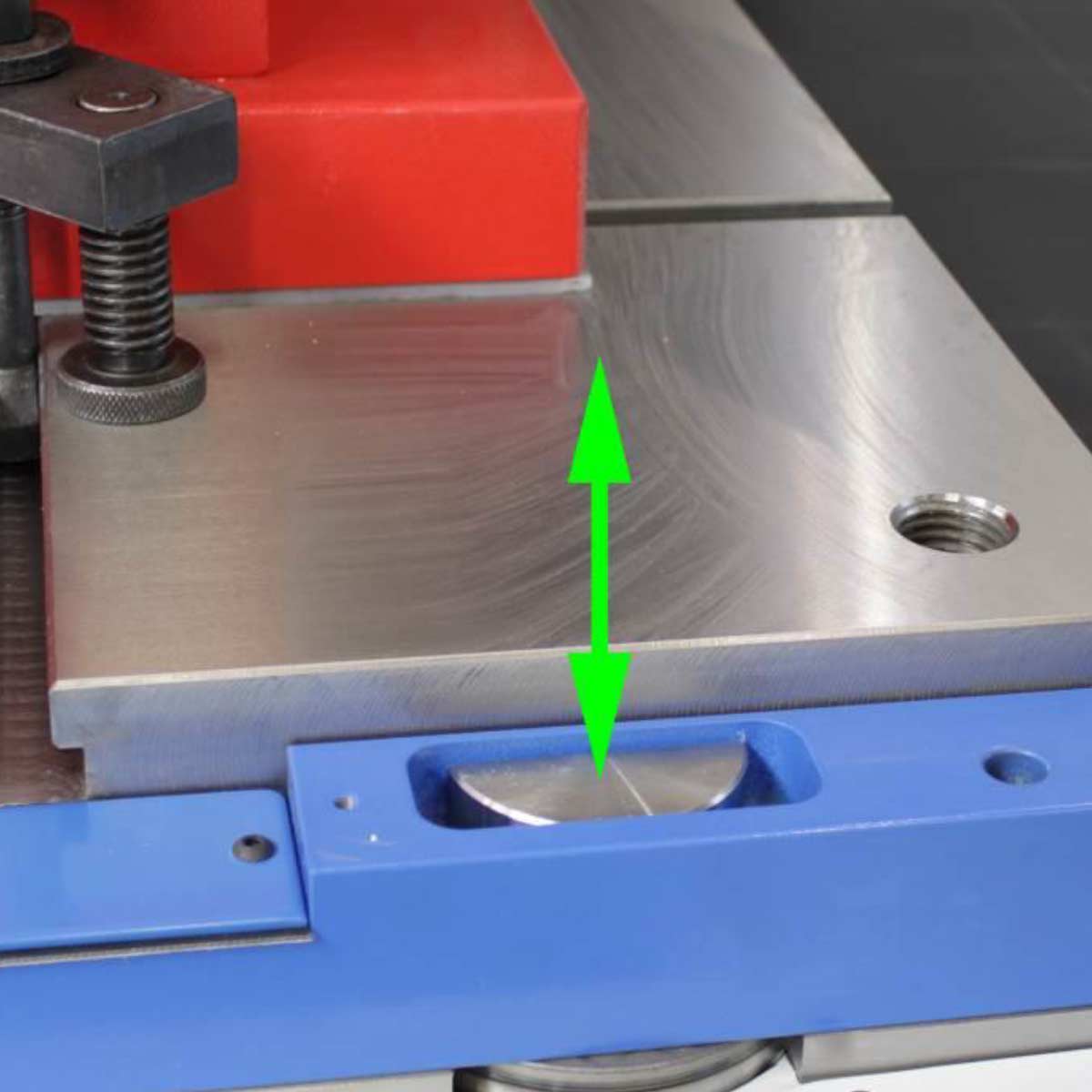
El sistema de control incluye dispositivos de medición (codificador lineal absoluto Balluff con codificación magnética), que comprueban continuamente la posición y el paralelismo del plato superior de la prensa con respecto al plato inferior, y que están situados en los laterales exteriores del plato superior, donde se encuentran las columnas.
El valor se muestra dinámicamente en el panel táctil durante toda la carrera.
Si se superan los parámetros límite preestablecidos, se desactiva inmediatamente el movimiento de cierre del cilindro y se restablece automáticamente la condición de paralelismo mediante la función de carrera ascendente. El rebasamiento de los parámetros puede deberse, por ejemplo, a correderas o cilindros hidráulicos no retraídos, o a herramientas olvidadas en el molde (rascadores, amoladoras, calibradores de deslizamiento, martillos, etc.).
Además del control del paralelismo, todo el funcionamiento de nuestra solución se basa en la precisión del bloque del plato inferior gracias a los semicilindros hidráulicos que fijan con precisión todo el plato inferior permitiendo una alineación perfecta de las dos mitades del molde.
Gracias a este sistema, tanto la prensa como los moldes están protegidos de posibles daños.
Sólo las prensas de ajuste de moldes de gama alta están equipadas con este sistema.


SEGURIDAD
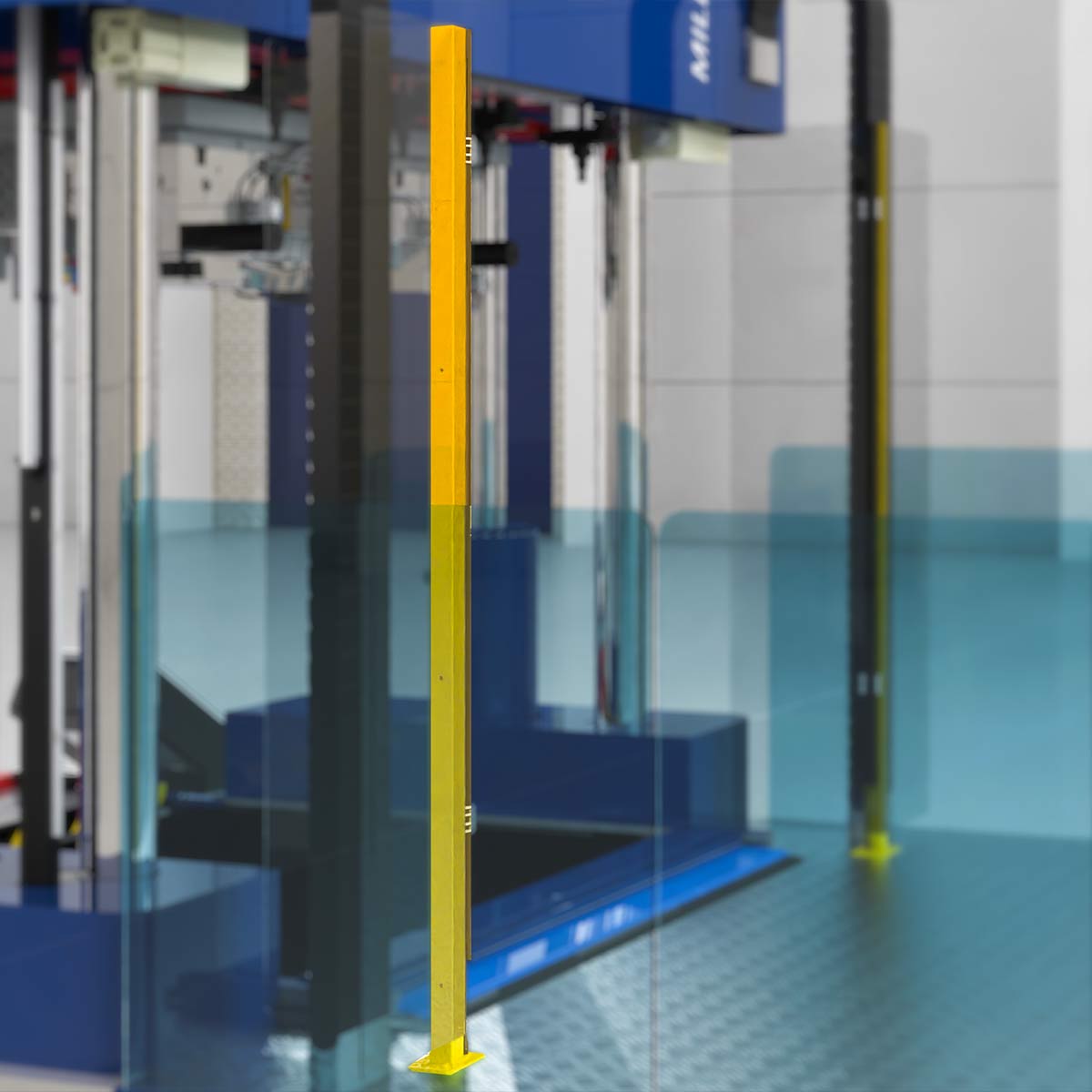
CORTINAS FOTOELÉCTRICAS: DISPOSITIVOS DE PROTECCIÓN CONTRA ACCIDENTES
La prensa de ajuste de moldes está equipada con dispositivos especiales de seguridad constituidos por barreras ópticas inmateriales accionadas por un módulo de seguridad específico controlado desde el autómata programable. Están situados en la zona trasera y en el lado opuesto al plato extensible.
Garantizan la máxima seguridad para las zonas parcialmente fuera de la vista del operador.

PLATAFORMA FRONTAL
En su parte frontal, la prensa está equipada con una plataforma. Una escalera conduce a la plataforma, cuyo perímetro está equipado con un parapeto de cristal para garantizar la máxima visibilidad de la prensa de punteado.
Durante la instalación, gracias al sistema modular, es posible colocar la escalera en la posición de acceso más conveniente para el operario.
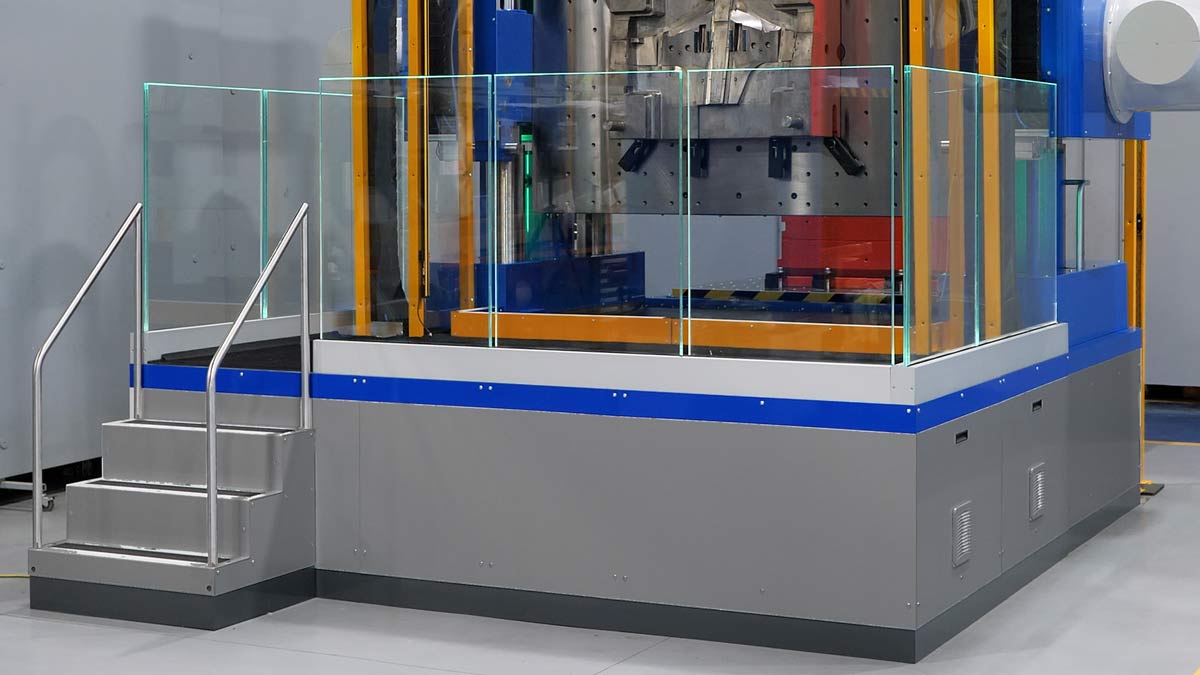
ARMARIO ELÉCTRICO
El cuadro eléctrico de las prensas MILLUTENSIL se encuentra en un armario específico situado en la prensa bajo la plataforma.
Todos los cuadros y tarjetas eléctricas, suministrados principalmente por SIEMENS, son seguros y cumplen las normas CE, UL, CSA.

SOSTENIBILIDAD AMBIENTAL
Mediante un circuito especial de baja presión, el aceite se aspira del depósito. Esto permite una mayor velocidad, sin calentar el aceite, con un consumo de energía definitivamente bajo.
Después de 100 segundos fuera de servicio, la unidad hidráulica se apaga para ahorrar energía. Pulsando el botón específico, el grupo se activa y la presión hidráulica se restablece inmediatamente.
Lámparas LED de bajo consumo y gran eficiencia energética para una iluminación óptima de la zona de trabajo.

EQUIPO OPCIONAL PARA LOS MOLDES
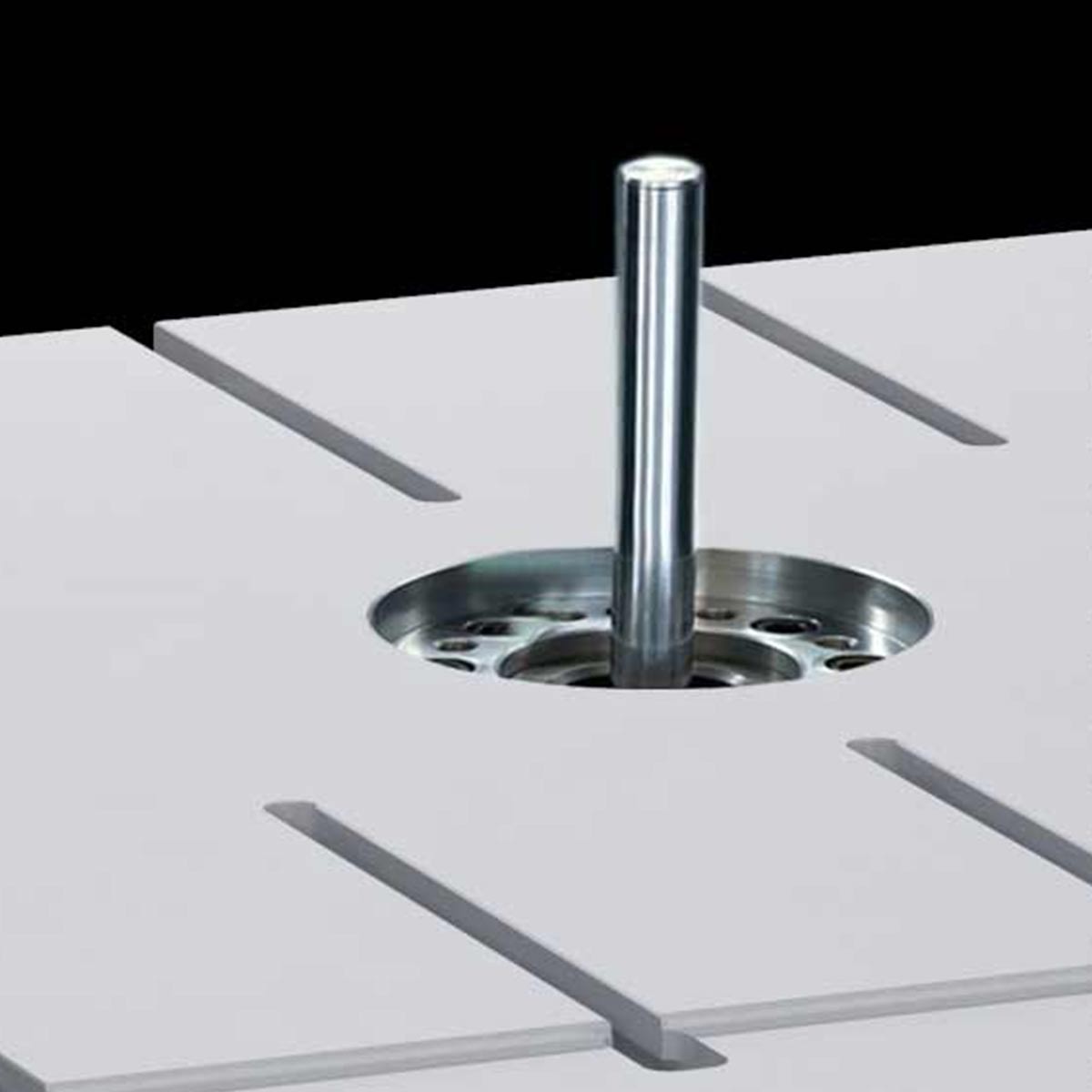
UNIDAD DE EXPULSIÓN HIDRÁULICA
Cilindro eyector hidráulico en el plato inferior (opción)
La unidad de expulsión inicia el movimiento de los pernos de expulsión de las matrices y moldes para materiales plásticos y fundición a presión.
Esta utilidad está constituida por un cilindro hidráulico situado en el centro del sótano de la prensa.
Permite comprobar y probar algunas funciones importantes del molde en muy poco tiempo.
La presión / fuerza de empuje se ajusta mediante el panel táctil. La presión de funcionamiento depende directamente de la presión de la línea. La ventaja es la prueba sensible de los sistemas de expulsión del molde.

ACUMULADOR DE ENERGÍA
Cilindro eyector hidráulico en el plato inferior (opción)
La unidad de expulsión inicia el movimiento de los pernos de expulsión de las matrices y moldes para materiales plásticos y fundición a presión.
Esta utilidad está constituida por un cilindro hidráulico situado en el centro del sótano de la prensa.
Permite comprobar y probar algunas funciones importantes del molde en muy poco tiempo.
La presión / fuerza de empuje se ajusta mediante el panel táctil. La presión de funcionamiento depende directamente de la presión de la línea. La ventaja es la prueba sensible de los sistemas de expulsión del molde.

UNIDAD AUTOMÁTICA DE INYECCIÓN DE CERA ESPECIAL
Permite inyectar cera especial a baja presión en la cavidad del molde.
De este modo, los fabricantes de moldes pueden comprobar las dimensiones y espesores de los moldes de preproducción (incluso el más fino destello) para garantizar un llenado correcto. La unidad de inyección de cera incluye: recipiente de cera con calentamiento eléctrico, acción neumática con control de la presión del aire y control de la temperatura de la cámara para conseguir una fluidez constante de la cera.


UNIDAD DE CONTROL DE LOS CILINDROS HIDRÁULICOS AUXILIARES (MÁX. 2+2)
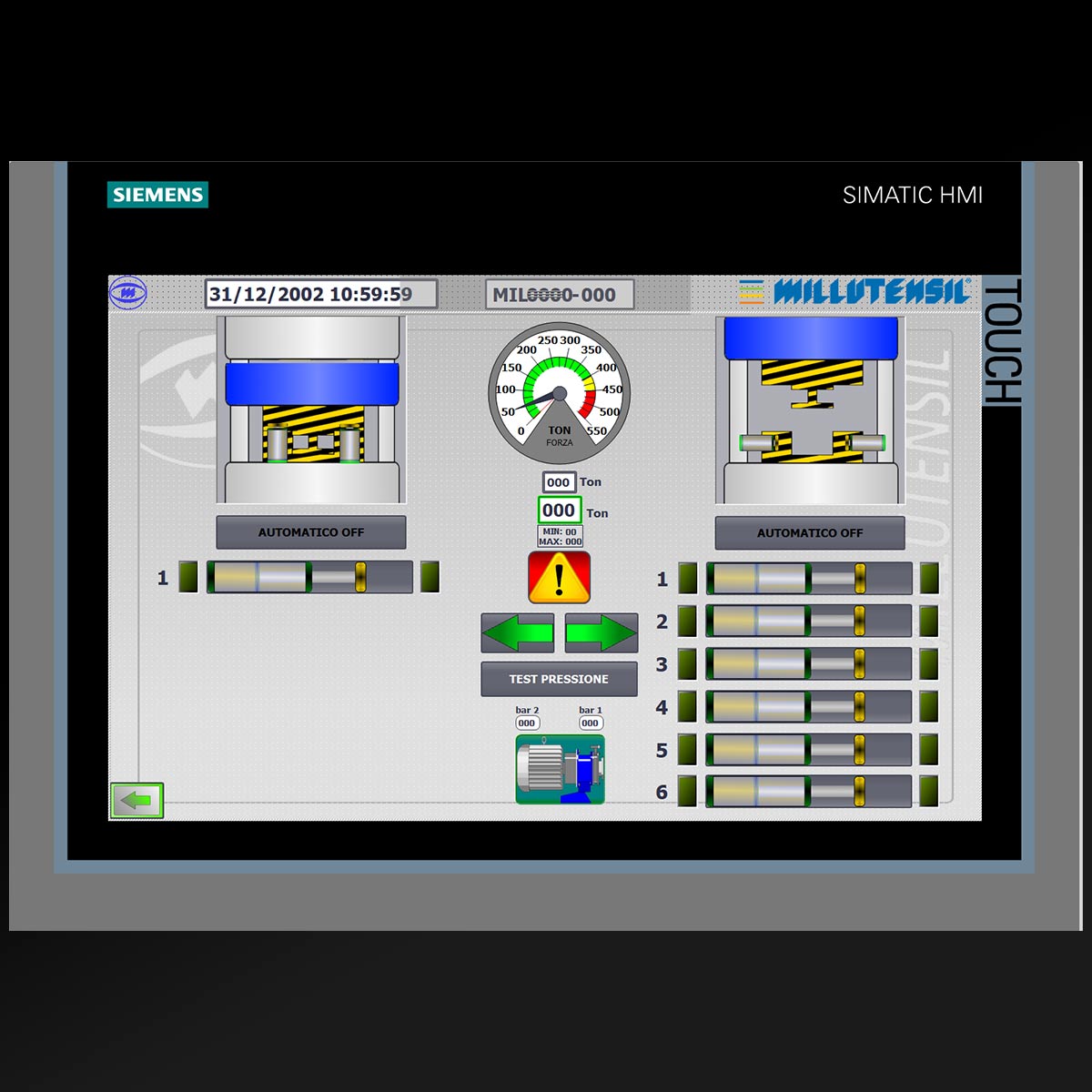
El control del movimiento del carro y de los cilindros hidráulicos está totalmente integrado en la prensa. A través del panel táctil es posible gestionar 2 pares de cilindros hidráulicos (2 entradas y 2 salidas), de forma individual o sincronizada.
La presión de funcionamiento es variable, y se ajusta siempre en el panel táctil. La conexión de la línea hidráulica se realiza mediante acopladores rápidos y mangueras flexibles.
A petición del cliente, es posible configurar las marcas del molde con la prensa de ajuste para comprobar el correcto funcionamiento de los sensores y de los cilindros hidráulicos.

CENTRAL HIDRÁULICA
Unidad de potencia hidráulica independiente sobre carro con conexiones para cilindros hidráulicos (4+4) (opción)
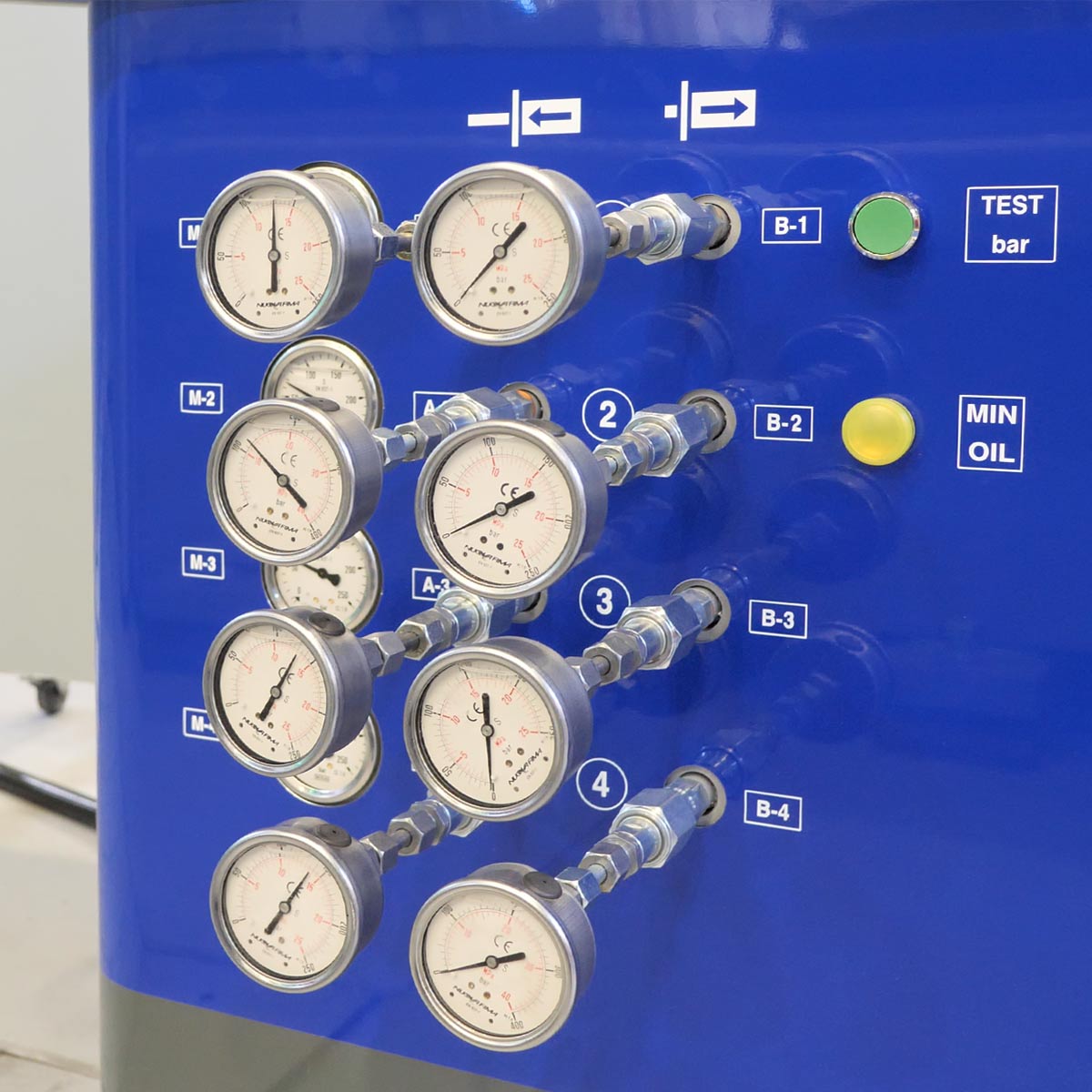
Se ha diseñado una unidad de potencia hidráulica independiente sobre carro para probar los movimientos de las correderas y los cilindros hidráulicos. Este carro está equipado con un depósito, y está conectado directamente al panel de control de la prensa, con el que es posible asentar hasta 4 pares de cilindros hidráulicos (4 entradas y 4 salidas), ya sea de forma individual o sincronizada. Cada par de conexiones está equipado con un regulador de presión independiente y un manómetro analógico.
El carro puede suministrarse en una versión completamente autónoma con su propio panel de control dedicado, para que pueda utilizarse no sólo con la prensa de ajuste.
A petición del cliente, es posible configurar las marcas de los moldes con la prensa de ajuste, para comprobar el correcto funcionamiento de los sensores y de los cilindros hidráulicos. Podemos suministrar ciclos especiales para el movimiento de las correderas/cilindros hidráulicos.
El carro estándar está equipado con una bomba con un caudal de 8 litros/min. y un motor de 2,2 kW. Una versión personalizada del carro se caracteriza por una bomba con un caudal de 40 litros/min. y un motor de 11/15 kW. También está disponible una versión especial para el funcionamiento con mezcla de agua y glicol.


SIMULACIÓN DE PRODUCCIÓN
Gracias a su experiencia, MILLUTENSIL ha desarrollado PRUEBAS FUNCIONALES, con el fin de AUMENTAR la productividad de la máquina. (opción)
Ejemplo:
- PONER EN FUNCIONAMIENTO el molde / los cilindros auxiliares / las pistas de deslizamiento durante algunas horas
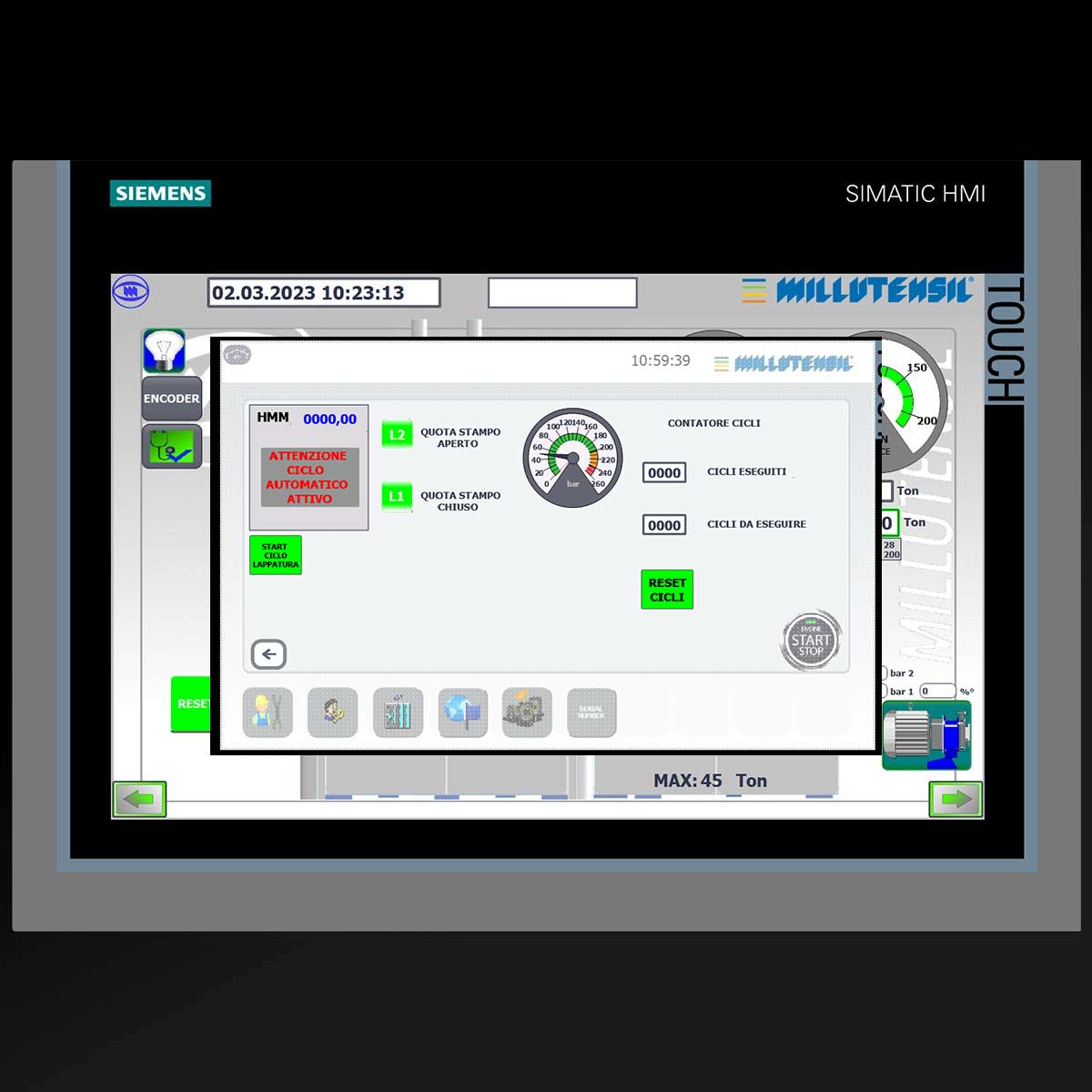
- CICLOS DE LAMINACIÓN
- CICLOS AUTOMÁTICOS
ASISTENCIA TÉCNICA
SISTEMA DE DIAGNÓSTICO
Sistema de diagnóstico integrado
Las prensas de ajuste de moldes MILLUTENSIL están equipadas con un programa de diagnóstico específico y exclusivo. Cualquier fallo que se produzca durante las operaciones se muestra en la pantalla de control, donde se indica el punto afectado. Como consecuencia, se minimizan los tiempos de parada de la máquina.
Principales ventajas:
- Minimización del tiempo de inactividad,
- Solución de problemas rápida y sencilla,
- Reducción considerable de los costes de servicio, especialmente tras el periodo de garantía.
Módem E-Won
Las prensas de ajuste de moldes de la serie MIL están equipadas con un módem E-Won para que nuestros técnicos Millutensil puedan operar a distancia en la prensa para repararla.
La asistencia remota puede realizarse fácilmente gracias al hotspot de un teléfono móvil y a una contraseña que se facilita en caso de necesidad.
Panel móvil inalámbrico
Gracias a la tableta Siemens multitouch ITP 1000 (opcional) y a su aplicación MyMILL© App (opcional), la asistencia remota se simplifica, ya que la tableta puede utilizarse para iniciar la llamada de asistencia remota.
FORMACIÓN
Para un uso completo de la máquina, proporcionamos apoyo y formación a los técnicos durante la instalación in situ.



TECHNICAL DATA
| Modelo | BV 32E/ 33E | BV 34E/ 35E | |
| – Tamaño de los platos | mm | 1600 x 1300 | 2000 x 1500 |
| – Fuerza de cierre máx. | kN | 1200 / 1500 | 1500 / 2000 |
| – Fuerza de abertura máx. | kN | 350 | 500 |
– Capacidad de carga máx. en el plato inferior
|
kg | 16000
10000 8000 |
30000
22000 20000 |
| – Capacidad de carga máx. en el plato superior | kg | 10000 | 15000 |
| – Mín. – abertura máx. entre platos
Versiόn G / -RG |
mm | 600 – 1600
400 – 1400 |
700 – 1900
500 – 1700 |
| – Distancia entre columnas | mm | 1800 | 2200 |
| – Velocidad de aproximación del plato superior | mm/sec | 20 | 20 |
| – Velocidad de trabajo del plato superior | mm/sec | 5 | 5 |
| – Potencia del motor principal | kW | 25 | 25 |
| – Peso de la máquina | kg~ | 21000* | 30000* |

Layout BV 32 / BV 33
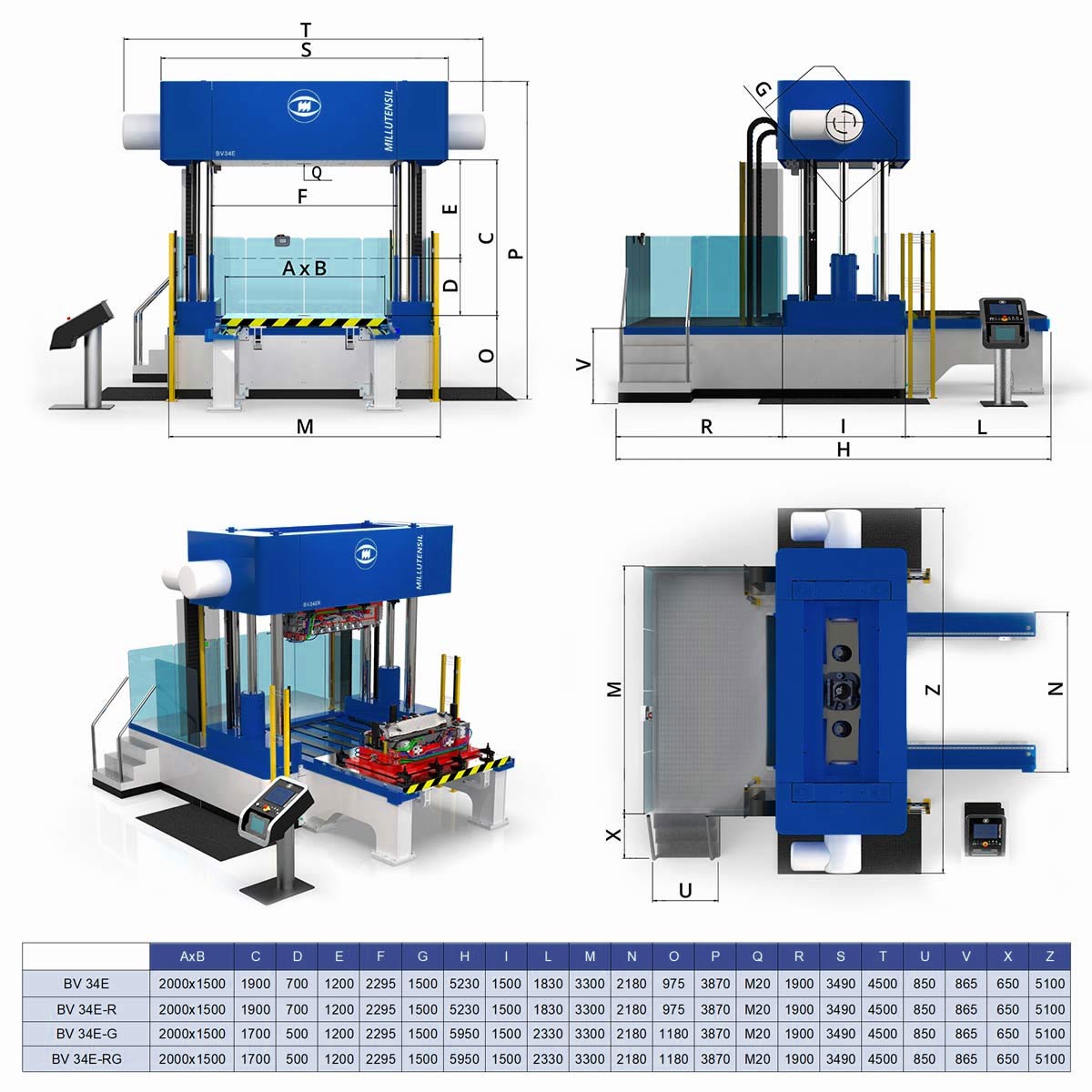
Layout BV 34 / BV 35
OTRAS SOLUCIONES

BV 25P
La BV25P es la versión más pequeña y simplificada de las prensas de ajuste de moldes Millutensil, sin control electrónico hidráulico ni de paralelismo.
El panel de control de la BV25P está equipado con botones de función manual para simplificar el uso de la prensa.
Las dimensiones de los platos son 770x660mm.

BV 26C
La BV26C es la versión básica de las prensas de ajuste de moldes Millutensil, sin control electrónico hidráulico ni de paralelismo.
El panel de control de la BV26C está equipado con botones de función manual para simplificar el uso de la prensa.
Las dimensiones de los platos son 980×750 mm.

SERIE BV E
Tres modelos disponibles en función de las dimensiones del plato (980x750mm/1.200×1.000mm/1.500×1.000mm) con un sistema hidráulico controlado por servoválvulas electrónicas proporcionales y un control del paralelismo mediante codificador magnético lineal.
Todos los modelos están equipados con un panel de control táctil gráfico de fácil manejo.
Las prensas de la serie E se ofrecen con la opción -R, -G o -RG y también pueden equiparse con todos los accesorios opcionales.
NUESTRAS REFERENCIAS EN EL MUNDO
